The precision of injection molding usually refers to the precision requirements of dimensional accuracy, appearance quality and physical properties of injection molding products.
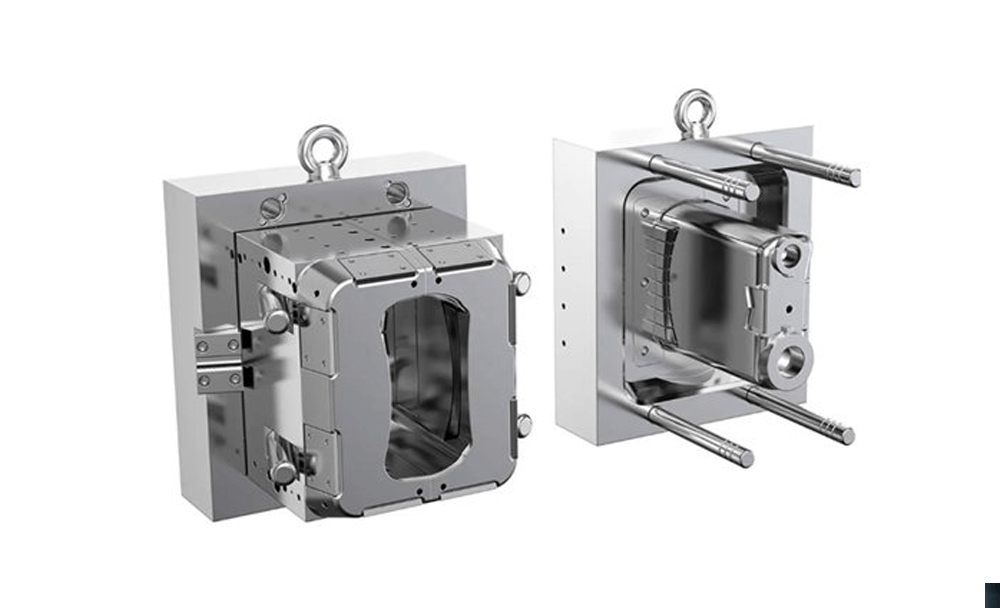
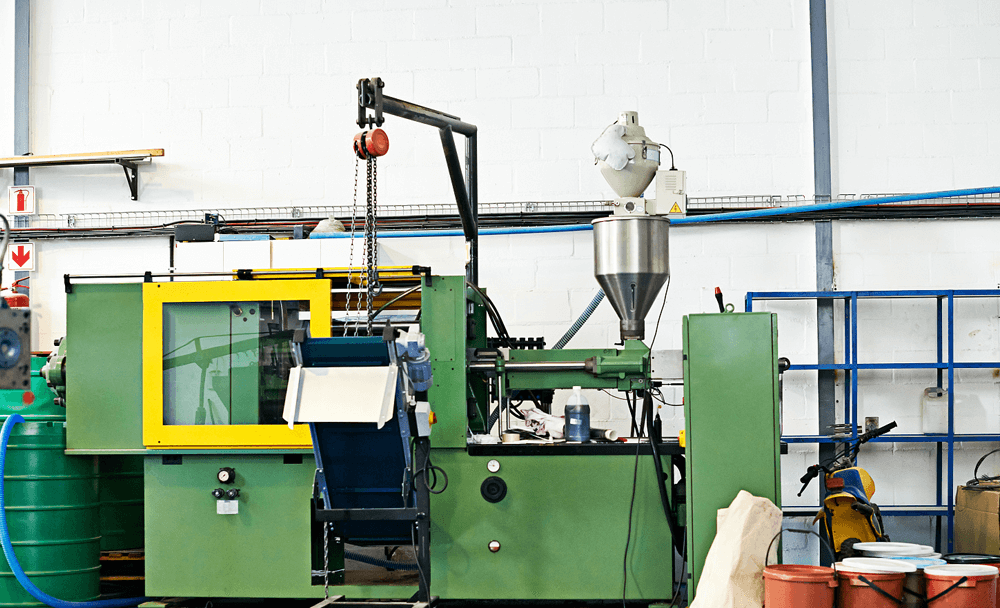
In the process of injection molding, there are many factors affecting the molding accuracy, including raw materials, injection molding equipment, mold design and manufacturing, process parameters and so on.