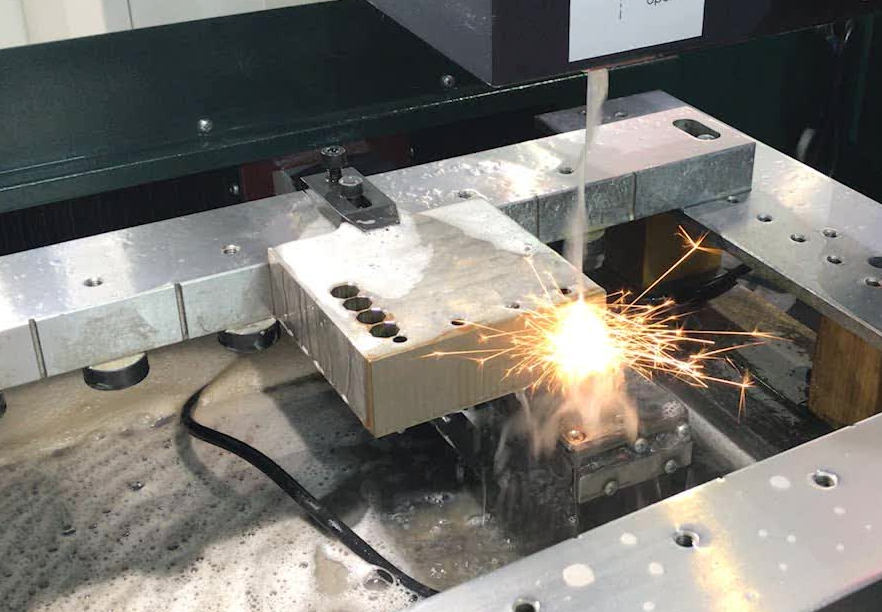
Wire EDM machining process follows the same principle as electrical discharge machining. The wire EDM process involves using a brass wire with a current and high voltage that passes through the workpiece. While the workpiece remains fixed, the cut is guided by the moving wire which produces electric sparks when it gets close enough to the grounded workpiece.
In other words, there’s a very high voltage between the tool electrode and the part and upon getting in contact, the circuit completes generating an electric spark melting tiny bits of metal in the process.
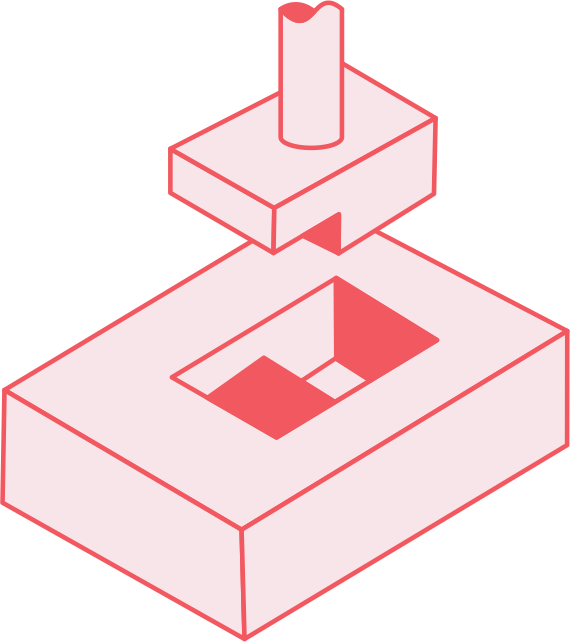
The voltage for wire electrical discharge machining is so high, that the tool electrode (wire) never touches the metal and the charge jumps to the earthed part.
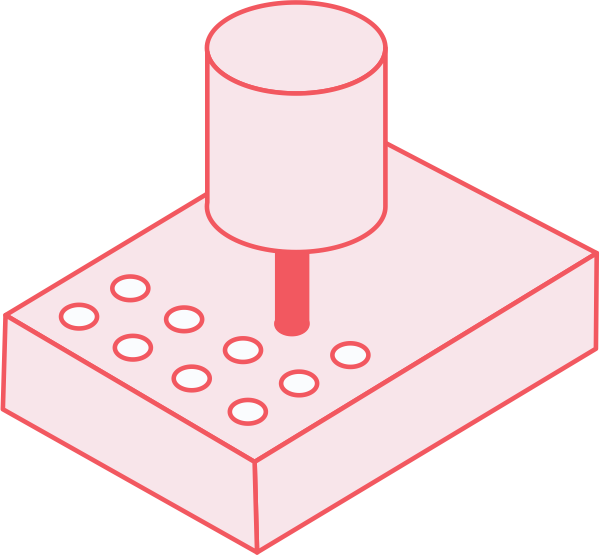
The wire EDM process happens in dielectric fluid which controls the spread of the charge and flushes the eroded metal bits away from the spark gap.