

















Acrylonitrile Butadiene Styrene resin is a milky white solid with a certain degree of toughness, with a density of about 1.04~1.06 g/cm3. ABS is a resin that has good mechanical toughness, wide temperature range, good dimensional stability, chemical resistance, electrical insulation properties and it’s easy to manufacture.

PC + ABS plastic provides better strength than ABS at a lower cost than PC. It has high impact strength even at low temperatures. In addition, adding glass fiber, mineral fillers and flame retardants to the material can change its performance.

Liquid Crystal Polymer plastic raw materials, also known as liquid crystal polymers, with a density of about 1.35-1.45g/cm3. It is a new type of polymer material, which generally exhibits liquid crystallinity in the molten state. The highly oriented and rod-like nature of the liquid crystal polymer molecules, making their tensile strength and modulus are close to that of aluminum.

Nylon 6, also known as PA6, polyamide 6, is a polymer compound. Except for its low melting point and wide process temperature range, its chemical and physical properties are very similar to nylon 66. Among all nylon grades, nylon 6 has the lowest modulus.

Polyhexamethylene adipamide, commonly known as nylon-66, is a thermoplastic resin. The performance of nylon 6-6 is better than nylon 6, and the price is not as expensive as nylon 4-6. Its abrasion resistance is the best among all nylons, and its mechanical strength, hardness, and rigidity are very high. Can be used as engineering plastics and making synthetic fibers.

The density of nylon PA11 is 1.04g/cm3, the melting point is 185℃, the water absorption is 0.1-0.4℅, and the tensile strength is 47-58MPa. It has the advantages of low water absorption, good oil resistance, low-temperature resistance, and easy processing. Widely used in our lives due to its good cost performance.

Polybutylene terephthalate (PBT), a milky white semi-crystalline thermoplastic polyester, is one of the five major engineering plastics. It has high heat resistance. Not resistant to strong acids and alkalis, resistant to organic solvents, flammable, and decomposes at high temperatures. It is widely used in the fields of automobiles, machinery, and equipment, precision instrument parts, etc.

Polycarbonate is a high molecular weight polymer containing carbonate groups in the molecular chain. It is a tough thermoplastic resin with flame retardancy. Antioxidant. It has excellent impact strength, transparency, and optical properties, mechanical properties, and can be molded to tight tolerances. PC has a wide range of applications, and there are a variety of compounds to choose from.

The full name is Polyethylene, which is the simplest polymer organic compound and the most widely used polymer material. According to the density, there are 2 types of PE: LDPE and HDPE. It has good inherent lubricity and is easy to process. It should be noted that it is very soft and cannot be used at a temperature much higher than 150.

Polyetherimide (PEI for short) is an amorphous high-temperature super engineering plastic, and its cost is relatively low compared with other high-temperature materials. It has the best high-temperature resistance and dimensional stability, as well as chemical resistance, flame retardancy, electrical properties, high strength, high rigidity, etc. The performance is similar to polycarbonate, but it can work at higher temperatures.

Low-density polyethylene, also known as high-pressure polyethylene (LDPE), is milky white, odorless, odorless, non-toxic, and waxy particles with a matt surface. It has good electrical insulation, transparency, easy processing, and certain air permeability. And has strong extensibility and flexibility, making it have excellent impact strength. This is offset by the permanent deformation after the impact.

High-density polyethylene (HDPE) is a white powder or granular product. Non-toxic and odorless, the use temperature can reach 100℃. It does not have the impact strength of LDPE, but it is more elastic. Surface hardness, tensile strength, rigidity, and other mechanical strength are higher than LDPE, close to PP, tougher than PP, but the surface finish is not as good as PP.

Polyethylene terephthalate (PET), milky white or light yellow, is a highly crystalline polymer with a smooth and shiny surface. It is non-toxic, tasteless, and has good hygiene and safety, and can be directly used for food packaging. It has excellent physical and mechanical properties in a wide temperature range, and the long-term use temperature can reach 120°C. But it is difficult to mold to very close tolerances.

Polypropylene is abbreviated as PP, which is a colorless, odorless, non-toxic, translucent solid substance. The density is about 0.89~0.91g/cm3, and the operating temperature range is -30~140℃. It is difficult to mold to very close tolerances. Widely used in the production of clothing, medical equipment, automobiles, bicycles, parts, pipelines, chemical containers, etc.

Polyphthalamide is a kind of synthetic resin with high hardness, high strength, good chemical resistance, and low cost. Due to the excellent physical, thermal, and electrical properties of PPA, especially the moderate cost, it has a wide range of applications. Although the use and introduction of PPA are relatively late, its good design data is still very useful.

Polyphenylene Sulfide is a new type of high-performance thermoplastic resin, which has the advantages of high mechanical strength, high-temperature resistance, chemical resistance, flame resistance, good thermal stability, and excellent electrical properties. It is widely used in the fields of electronics, automobiles, machinery, and chemicals.

PMMA, also known as acrylic, is a tough, highly transparent material with excellent resistance to ultraviolet radiation and weather resistance. It can be colored, shaped, cut, drilled, and shaped. With its beautiful appearance, it has a wide range of applications in the construction industry.

POM is a crystalline plastic, a density of 1.42g/cm3. It has good rigidity, it is an engineering plastic with excellent comprehensive properties. POM has exhaust problems at high temperatures and is brittle at low temperatures. Glass filled, add lubrication grade available, no flame retardant grade.

Polystyrene Crystal is a colorless and transparent thermoplastic with a glass transition temperature higher than 100°C, making it the cheapest thermoplastic. It has good optical performance. Its impact strength is very low. Widely used in various instrument housings, lampshades, optical chemical instrument parts, etc.

Peek (polyetheretherketone) is a kind of special engineering plastic with high-temperature resistance, self-lubrication, easy processing, and high mechanical strength, and other excellent properties. It can be manufactured and processed into various mechanical parts, such as automobile gears, oil screens, gear shift start plates; Aircraft engine parts, automatic washing machine runner, medical equipment parts, etc.

HIPS(High Impact Polystyrene) is a bright and pure amorphous plastic. It has the advantages of easy processing, rigidity, dimensional stability, and transparency, but its low impact strength limits its application. It has a lower modulus, better elongation, and is much more brittle than crystalline styrene.

PSU is a relatively low-cost high-temperature amorphous material. It is transparent and has good radiation stability and heat resistance. Can be used at temperatures up to 300 degrees Fahrenheit. Widely used in medical equipment, machinery industry, electronic appliances, and other fields.

PU(Polyurethane) is an extremely elastic, wear-resistant, and tear-resistant elastic material that can be used in ether and ester-based formulations. These different formulations cover a very wide range of hardness and density.

TPE(Thermoplastic Elastomer), also known as artificial rubber or synthetic rubber. It is a kind of elastomer that has the elasticity of rubber at normal temperatures and can be plasticized and molded at high temperatures. It contains thermoplastic and elastomer properties, which makes the product very easy to use in the manufacture of various products. Standard thermoplastic processing equipment and techniques can be used for processing and molding, such as extrusion, injection, blow molding, etc.

Thermoplastic polyurethane (TPU) is an elastic material with good oil resistance, grease resistance, and wear resistance. It is also a mature environmental protection material. It is widely used in medical and health, electronic appliances, industry, and sports.


Also Read: CNC Machining Services: How They’re Used in the Auto Industry Custom plastic injection molding 101: Process, Materials, Surface Finishes, Applications Injection molding service

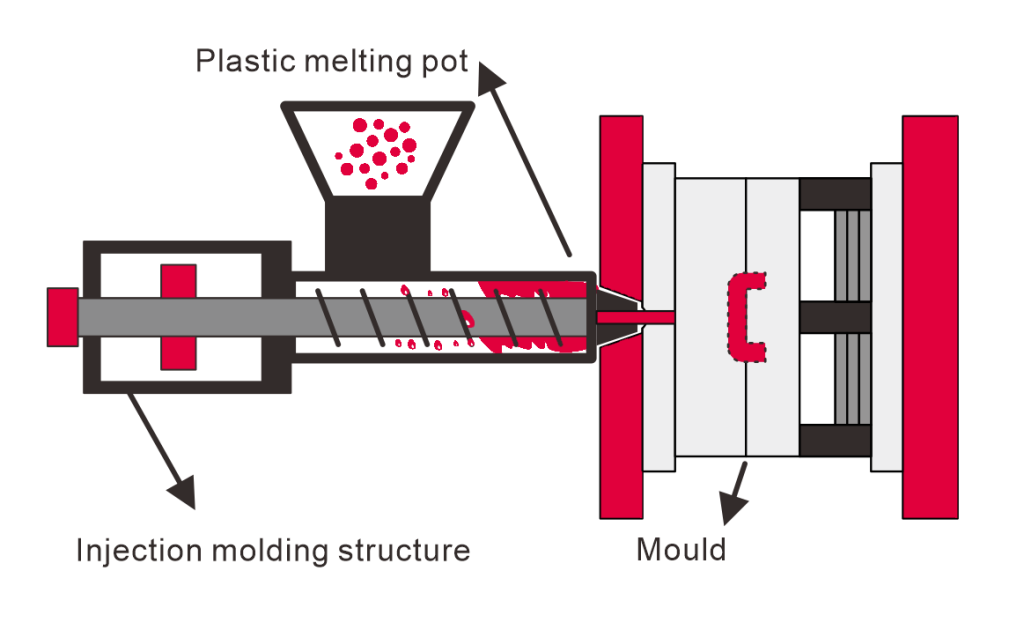
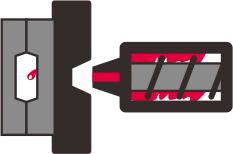
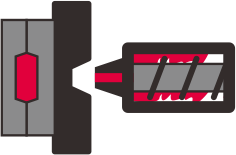
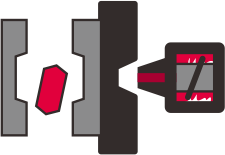
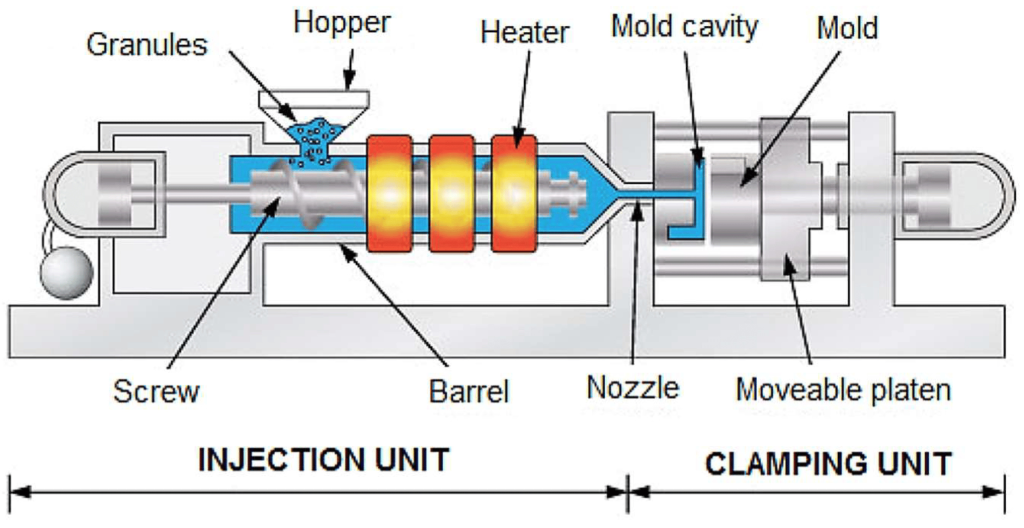
Injection molding is a manufacturing process for producing parts from thermoplastic and thermoset polymers. Injection molding is used to create a wide variety of parts,

Last month, a customer who has been cooperating with our company for more than 3 years asked me what injection molding is. I was surprised hear