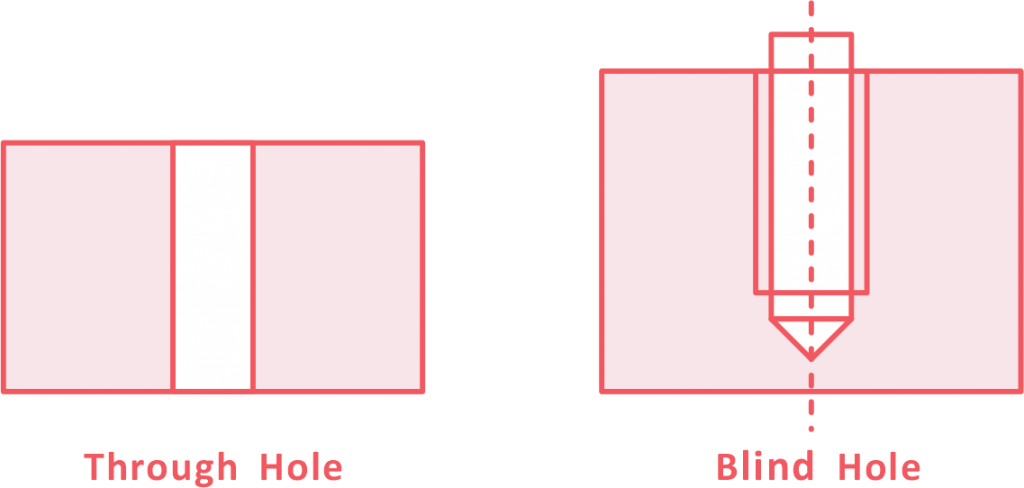
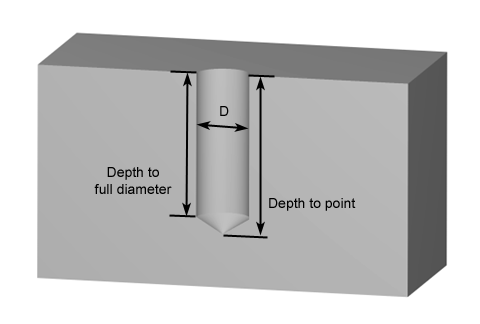
One of the most important considerations when machining blind holes is the blind hole depth. The operator should ensure that the depth of the hole never exceeds the workpiece thickness. Blind holes that are too deep tend to weaken the material and increase the risk of breakages.
Conversely, if a blind hole is too shallow, it may not be strong enough to support joining components. Always refer to the design specifications to create a blind hole that is the correct depth.
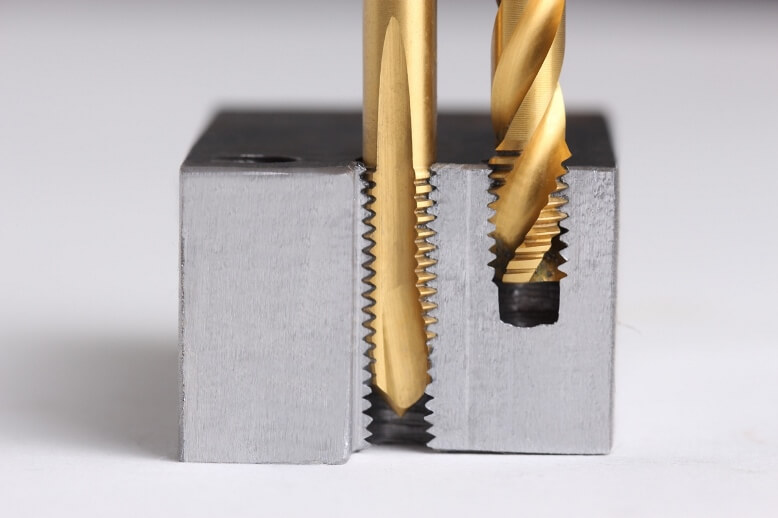
If you’re machining blind holes for tapping, the specified depth should be enough to allow the tap to create the required threads. The correct number of threads provides optimal engagement for the fastener resulting in stronger connections. Optimal hole depth depends on several factors including the type of tap to be used, workpiece thickness, and intended use