Hole machining is a crucial part of the manufacturing industry. It allows for the creation of holes in a workpiece to serve as a conduit for fasteners, wires, and fluids, as well as to enhance the aesthetics and functionality of a part. Manufacturers employ different techniques when creating or modifying holes. These include drilling, reaming, and boring.
On the surface, these machining operations share a fundamental similarity – they are all involved in hole-making. However, they differ in terms of how each technique works, applications, and benefits. Understanding the different hole machining processes is essential when choosing the ideal method for your project. This detailed guide will explore the differences between drilling, boring, and reaming. Let’s dive in!
What Is Drilling?
Drilling is one of the most commonly used hole-processing techniques. It generates a hole in a workpiece by rotating an end-cutting tool, known as a drill bit, at high speeds. Drilling can be used for various materials including, metals, wood, plastic, and concrete.
The Drilling Process
During the drilling process, the point of the drill bit is pressed against the workpiece surface. As the drill bit rotates at high speeds, its cutting edges and flutes cut into the material creating a hole. The flutes (helical grooves along the length of the bit) are also responsible for evacuating loose chips from the hole and keeping the bit cool during the machining process. The ideal drill bit will vary depending on factors such as the desired hole depth and hole diameter.
Drilling can be done manually using a hand drill or a drill press. Alternatively, this process can be automated using computer numerical control (CNC) machines. CNC drilling utilizes pre-programmed instructions to guide the actions of the cutting tools. This allows for precise control, repeatability, and faster machining speeds compared to the manual process. CNC drilling is typically performed on CNC milling machines, drilling machines, and lathes.
Types of Drilling
Various drilling methods are employed for different results. They include;
Twist drilling:
This is the most common drilling technique today and it utilizes a twist drill bit. Twist bits are characterized by a cylindrical shaft and spiral flutes along its length. They are mainly used for general-purpose, non-specialist drilling projects.
Center drilling:
Center drilling involves creating a small, cone-shaped hole in the center of a workpiece. This shallow conical hole, which is made using a center drill bit, serves as a precise starting point for the drilling process.
Deep hole drilling:
This is a specialized manufacturing process that machines holes with a depth-to-diameter ratio of at least 10:1. In other words, a deep hole is at least 10 times deeper than its diameter. Deep hole drilling requires special tooling and setups to create precise machined holes.
Gun drilling:
Gun drilling is a deep hole drilling process that utilizes a gun drill bit to create holes at high depth-to-diameter ratios. This technique is often used for diameters ranging from 1 mm (0.04″) to 40 mm (1.5″) and it can produce deep holes beyond what is possible with standard tooling.
Micro-drilling:
Microdrilling is a precision drilling technique that focuses on creating very small holes. This process relies on smaller drill bits and is popular in the medical, aerospace, electronics, and watch industries.
Advantages and Disadvantages of Drilling
Drilling is a common machining process with extensive applications. Here are some of its benefits.
Drilling offers fast production rates. It is, therefore, suitable for mass production of parts.
Drilling is the primary operation for creating holes in workpieces. Unlike boring and reaming, this process can generate a new hole in a solid material.
It is a relatively easy machining method.
Due to its cost-effectiveness, drilling is a popular choice in different applications.
Drilling is a common machining process with extensive applications. Here are some of its benefits.
Drilled holes may have surface quality issues such as cutting lines and scales. They typically require further processing to create a smooth finish.
Choosing the wrong drill bit has a negative impact on the tool life.
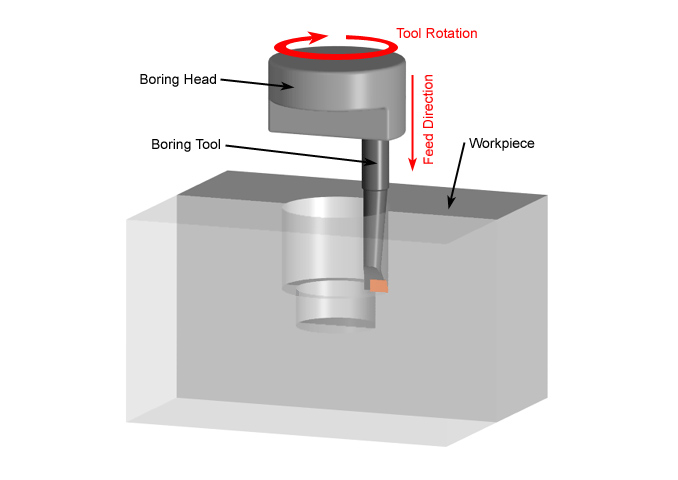
What is Boring?
Boringis a machining process used to process existing holes. While drilling generates a new hole, boring is performed to enlarge, enhance surface finish and accuracy, or rectify defects of a hole that has already been drilled or cast. Boring operations use a single-point cutting tool known as a boring bar.
Types of Boring
Common types of boring include;
Horizontal boring: Horizontal boring is used to create holes that are horizontally aligned or parallel to the workpiece surface. It is suited to parts that are too heavy or robust to be rotated.
Vertical boring: As the name implies, this technique generates vertically aligned holes. It’s capable of machining large holes to tight tolerances.
Line boring: Also known as align boring, this machining process is typically used to repair worn-out holes or correct hole misalignment.
Back boring: With back boring, the machinist enlarges the backside of an existing hole before moving toward the front end. This technique is used in applications where the back end of a hole has a larger diameter than the front.
Advantages and Disadvantages of Boring
Like any other manufacuring process, boring comes with its positives and negatives. Here are some reasons manufacturers opt for boring. Like any other manufacuring process, boring comes with its positives and negatives.
Here are some reasons manufacturers opt for boring. Some challenges associated with boring include;
Boring cannot be used to create new holes. It is only applicable in scenarios where an existing hole requires further processing.
Boring may be limited when it comes to machining blind holes. Trying to enlarge a blind hole using this method often creates a taper at the closed-end.
Compared to drilling and reaming, boring is a complicated manufacturing process. Therefore, this method calls for highly skilled technicians.
What is Reaming?
Reamingis a precision machining process used to improve hole accuracy, smoothness, and roundness. This finishing operation utilizes a multi-edged cutting tool known as a reamer to remove small amounts of material and refine the interior walls of an existing hole. Reaming is essential in applications where exact dimensions and finishes are required.
The Reaming Process
First, the reamer is properly aligned with the hole axis. Correct alignment ensures precise results. As the reamer rotates, its cutting edges scrape away thin layers of material enhancing accuracy and surface finish.
Reaming is either done by hand or machine. Hand reaming is common in home shops and involves using a hand-held reamer to remove material manually. Machine reaming is an automated operation performed on drilling machines, lathes, or milling machines.
Types of Reamers
In addition to hand and machine reamers, there are various reaming tools designed for specific functions. They include;
Straight reamers:
A straight reamer features a constant diameter throughout most of its length. Only the entry tip has a slight taper to facilitate self-centering as it initiates the reaming process.
Taper pin reamers:
Taper pin reamers are characterized by a tapered body. This means that the cutting tool’s thickness diminishes as you move from the root to the tip. Taper pin reamers are used to process holes for the precision fitting of taper pins.
Shell reamers:
Shell reamers are specially built for machining large holes. They are typically used in a machine setup.
Adjustable reamers:
As the name implies, an adjustable reamer can be changed or updated to match a specific project. It consists of multiple blades that can be set to cover different hole diameters. An adjustable reamer is suited to small-batch production and repairs.
Advantages and Disadvantages of Reaming
Reaming offers numerous benefits including
It is a highly precise process capable of achieving tight tolerances. It ensures that the hole is perfectly round, straight, and has a precise diameter.
Reaming creates a smooth finish that is free from burrs and other imperfections. IThis is essential in applications that require minimal friction.
Since it only removes a small amount of material, reaming promotes extended tool life.
Reaming is cost effective. It is a relatively quick process that only requires a small amount of setup time.
Here are some disadvantages of the reaming process.
Reaming cannot generate a new hole. It can only be used to enlarge or finish existing holes.
There is a risk of warping or distortion of the workpiece surface due to excessive heat generated during reaming operations.
It is characterized by reduced dimensional control compared to processes like boring.
Drilling Vs Boring Vs Reaming: Comparison Chart
Drilling, boring, and reaming differ in many ways. Let’s discuss the key differences through a comparison table.
Document
Machining method
Drilling
Boring
Reaming
Definition
Generating a hole in a workpiece using a drill bit
Processing an existing Processing an existing and surface finish
Precision finishing process that uses a reamer to refine an existing hole.
Purpose
Create an initial hole
Create an initial hole, correcting hole defects, and reducing roughness
Improve the dimensional accuracy and surface quality of the hole.
Cutting tool used
Drill bits
Boring bars
Reamers
Production rate
Highest material slowest machining
Slowest machining
Slowest machining
Hole surface quality
Rough finish
Relatively good finish
Excellent finish
Processing precision
Processing precision
Processing precision
Very high
What Are the Similarities between Drilling, Boring, and Reaming?
Drilling, boring, and reaming are distinct machining processes with unique applications and benefits. However, they share several similarities including;
All three processes involve material removal for hole-processing purposes.
They can be performed manually using hand-held tools or automated through CNC machines.
Drilling, boring, and reaming can be done on the same CNC machines, i.e., CNC milling machines, lathes, and drilling machines.
Are compatible with different materials including metals, plastics, wood, ceramic, and concrete.
They utilize lubricants and coolants for optimal machining operations.
Different Types of Holes
The main similarity between drilling, boring, and reaming is that they are all hole-making processes. Let’s discuss the different types of holes created using these machining techniques.
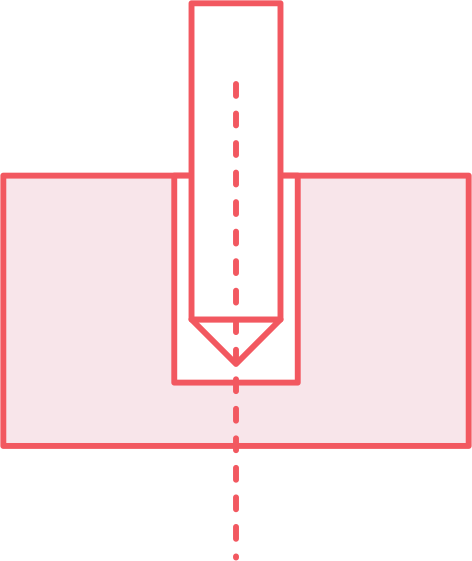
Blind hole
Blind holes are usually drilled, reamed, or bored to a specified depth, stopping short of completely passing through the workpiece. They are also known as closed-end holes.
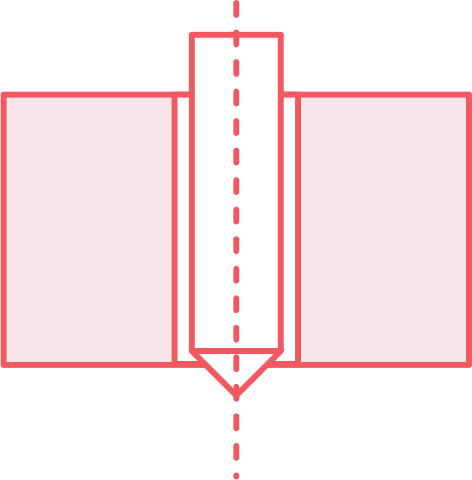
Through hole
As the name suggests, through holes completely penetrate the workpiece. They are also called clearance holes or thru-holes.
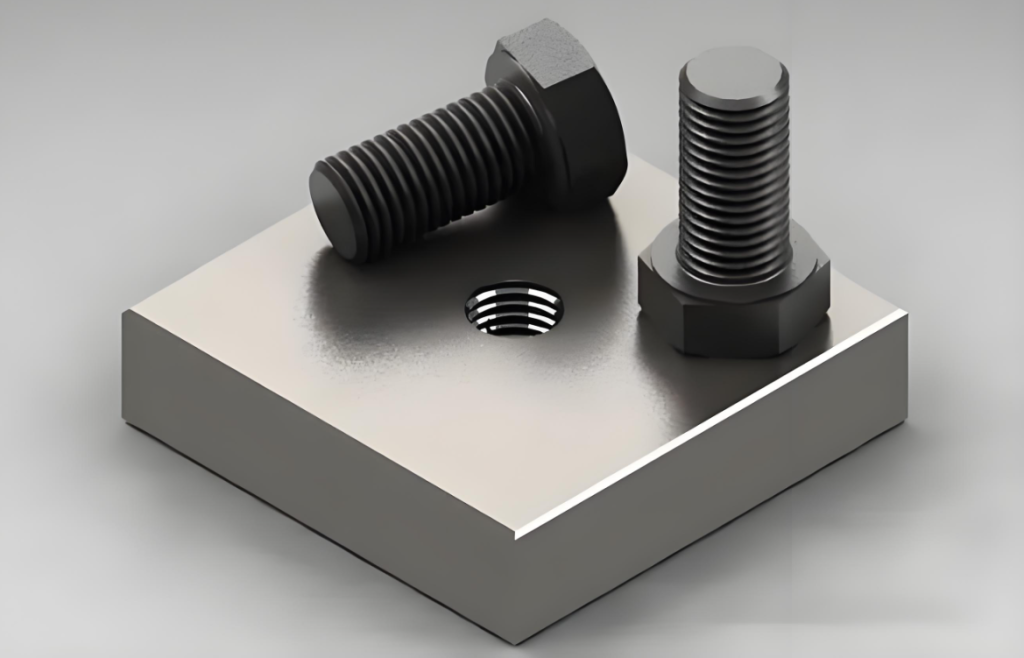
Threaded hole
Threaded holes are machined to have internal threads that accommodate fasteners such as bolts and screws. They are, therefore, functional features during mechanical assemblies.
Tapped hole
Threaded and tapped holes are similar in that they both contain internal threads for a fastener to fit into. Tapped holes are however made using a tap, a cutting tool specially designed for thread formation.
Tapered hole
The diameter of tapered holes changes gradually from one end to the other. In other words, one end of the hole is wider than the other.