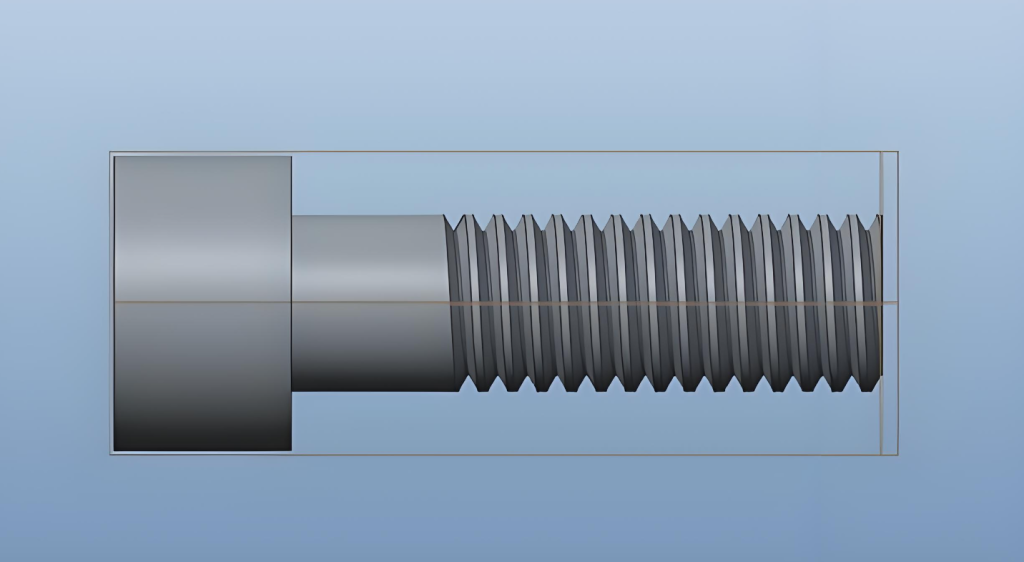
Threads are used in applications, such as construction, mechanical components, woodwork, and structural supports, where mechanical tightness is required. This tightness is achieved through the bolts or screws.
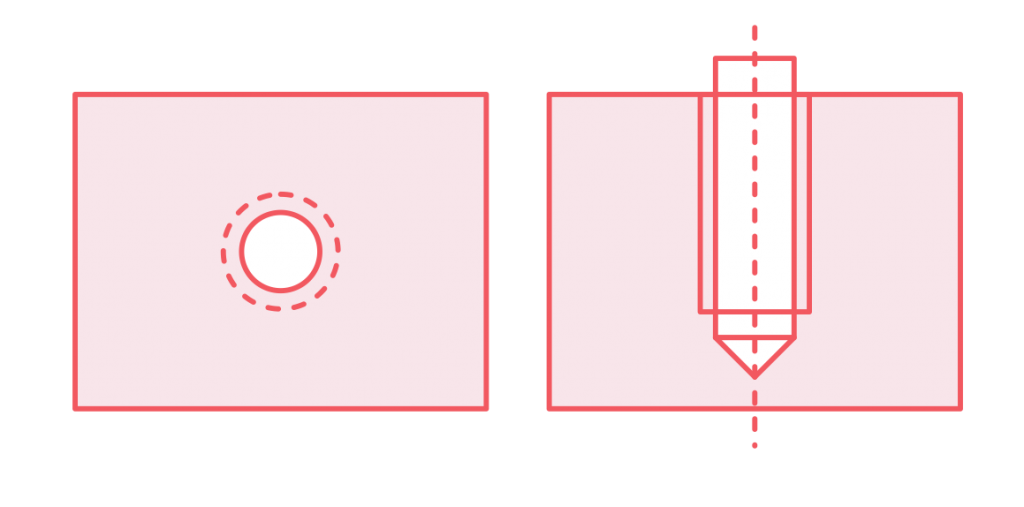
A clear holes definition and comparison is crucial for selecting the appropriate threading method for specific applications.
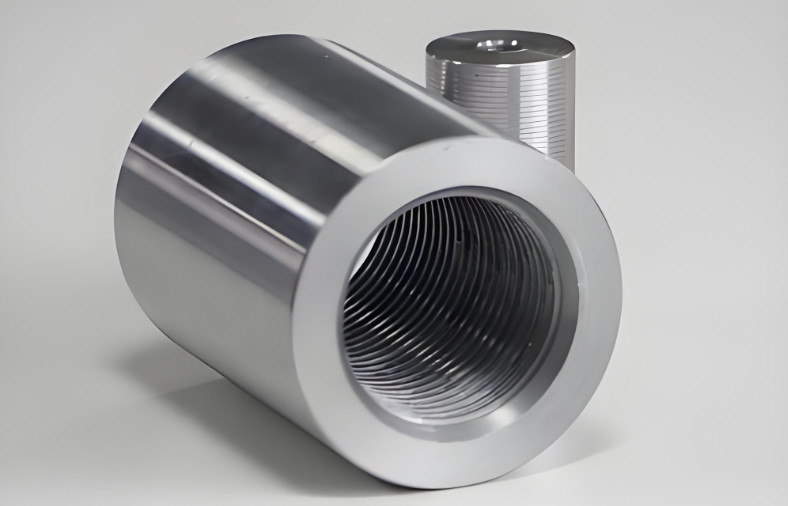
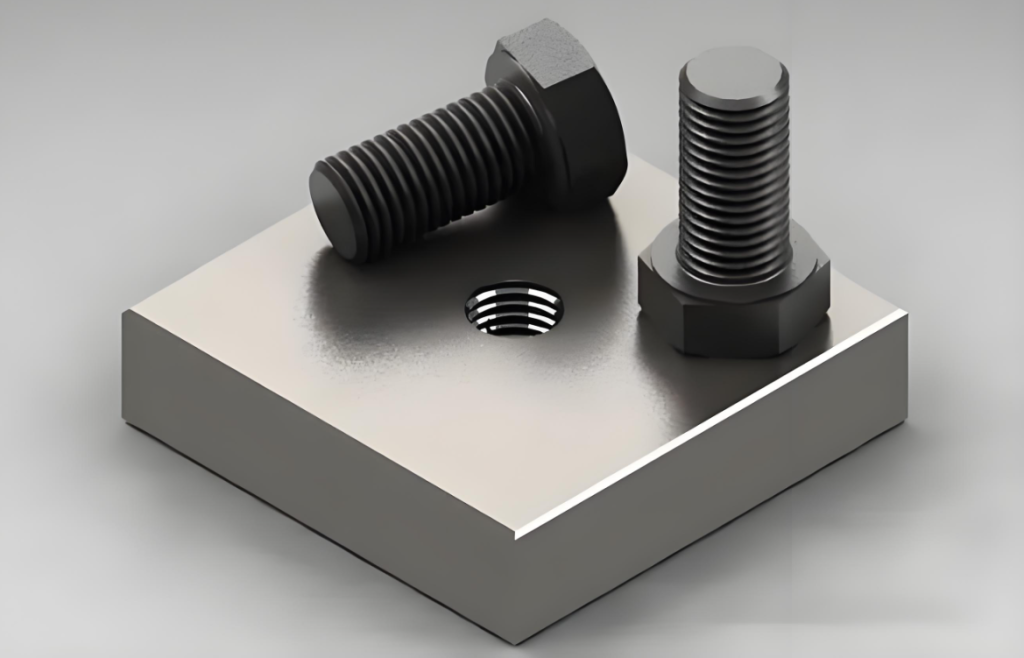
For example, if you have a construction project, threaded holes can be used in steel beams to allow bolted connections and coupling to secure the structure. Bolts and screws are necessary to create secure connections in various mechanical and structural applications.
You can also use threading in machine coupling. When you need to put together some mechanical elements permanently, use threading. It ensures that a variety of threaded components and applications have strength and durability.
Threading is also used in applications that require precision and right fit. You can apply this to different materials.