Are variable permitted tolerances in your parts leading to assembly issues or expensive rework? Uncontrolled tolerances can result in non-fitting parts, wasted material and time. To address this issue and prevent it from happening, ISO 2768 all but eliminate tolerance ambiguity, and an exact dimension as to what range value should be used.
ISO 2768: An International Standard
ISO 2768 is an internationally accepted standard designed to limit the difficulties that arise during manufacturing by introducing standard tolerances for linear dimensions, angular dimensions and for geometrical features. It is relevant in several industries, such as CNC machining, injection molding and sheet metal fabrication.
The main purpose of ISO 2768 is to avoid specifying tolerances for each dimension individually. Instead, this standard defines general tolerances that are valid for the entire part and are based on specified classes. This simplifies the manufacturing process and allows the manufacturers and engineers to reduce errors and save time.
Applying ISO 2768 to a Drawing
Implementing ISO 2768 on an engineering drawing makes the process of specifying tolerances less complicated. Rather than setting tolerances for each individual feature, the engineer can simply specify a tolerance class, such as fine, medium, or coarse, that is applicable to the entire part or to a specific part of the design. This approach also helps the manufacturer create parts that fulfill the functional requirements without overengineering them.
In CNC machining, for example, where precision is essential, but where over-specifying tolerances can increase manufacturing costs, the designer can use ISO 2768 to designate tolerances that are “good enough” for the purpose of the part. As a result, there are fewer part revisions, lower manufacturing costs and shorter lead times.
Because ISO 2768 is a universally recognized standard, machinists can quickly interpret its specifications. The guidelines it contains are followed without exceptions, as they are understood and acknowledged by all stakeholders in the manufacturing process. By doing so, the designer ensures that the manufactured parts are within the required tolerance ranges, thus decreasing the likelihood of part defects or rework.
Why ISO 2768 Is Important?
In industries such as CNC machining, injection molding, and sheet metal fabrication, the significance of tolerances cannot be overlooked. Tolerances represent the range of acceptable variation in a part’s dimensions, which directly corresponds to its assembly, functionality and performance.
Without uniform tolerances, even small deviations can result in parts that do not fit together, leading to material wastage and higher manufacturing costs. ISO 2768 offers a systematic way to manage these tolerances, ensuring that parts meet their design requirements without unnecessary over-specification that can drive up costs.
A prominent advantage of using ISO 2768 standards is the ability to balance precision against cost. Tighter tolerances are more expensive to produce, as they require finer machinery and additional quality checks, which can slow down the production rate. Designers can achieve the required part functionality without over-specifying, therefore saving time and resources.
ISO 2768 Includes Which Tolerance Classes?
ISO 2768 accommodates this by offering four tolerance classes:
fine (f)
medium (m)
coarse (c)
very coarse (v)
Each tolerance class is developed to cater to different precision needs based on the application requirements.
For example, in CNC machining, parts designed for aerospace or medical applications may require fine tolerances to ensure their utmost accuracy. On the other hand, coarse tolerance is typically adequate for large industrial parts that do not demand tight precision. By selecting the right tolerance class, the designer can ensure that each part performs as intended without any superfluous accuracy.
By implementing ISO 2768 standards, companies can maintain consistent quality throughout all of their parts, even under the demands of high volume production. The use of ISO 2768 is not restricted to a specific industry but it is particularly valuable in industries where precision is of paramount importance. In this context, the standard is divided into two parts: Part 1 deals with tolerances pertaining to linear and angular dimensions while Part 2 addresses geometrical tolerances such as straightness, flatness, and circular run-out.
ISO 2768 Part 1: Linear and Angular Dimensions
Part 1 of ISO 2768 covers tolerances for linear and angular dimensions, which apply to measurements such as lengths, radii, and angles.
Table 1 – Linear Dimensions
Document
Limits for nominal size
F (fine)
M (medium)
C(coarse)
V(very coarse)
0.5 up to 3
±0.05
±0.1
±0.2
–
Over 3 up to 6
±0.05
±0.1
±0.3
±0.5
Over 6 up to 30
±0.1
±0.2
±0.5
±1.0
Over 30 up to 120
±0.15
±0.3
±0.8
±1.5
Over 120 up to 400
±0.2
±0.5
±1.2
±2.5
Over 400 up to 1000
±0.3
±0.8
±2.0
±4.0
Over 1000 up to 2000
±0.5
±1.2
±3.0
±3.0
Over 2000 up to 4000
–
±2.0
±4.0
±8.0
Table 2 – External Radii and Chamfer Heights
Document
Limits for nominal size
F (fine)
M (medium)
C(coarse)
V(very coarse)
0.5 up to 3
±0.2
±0.2
±0.4
±0.4
Over 3 up to 6
±0.5
±0.5
±1.0
±1.0
over 6
±1.0
±1.0
±2.0
±2.0
Table 3 – Angular Dimensions
Document
Limits for nominal size
F (fine)
M (medium)
C(coarse)
V(very coarse)
up to 10
±1º
±1º
±1º30′
±3º
over 10 up to 50
±0º30′
±0º30′
±1º
>
±2º
over 50 up to 120
±0º20′
±0º20′
±0º30′
±1º
over 120 up to 400
±0º10′
±0º10′
±0º15′
±0º30′
over 400
±0º5′
±0º5′
±0º10′
±0º20′
ISO 2768 Part 2: Geometrical Tolerances for Features
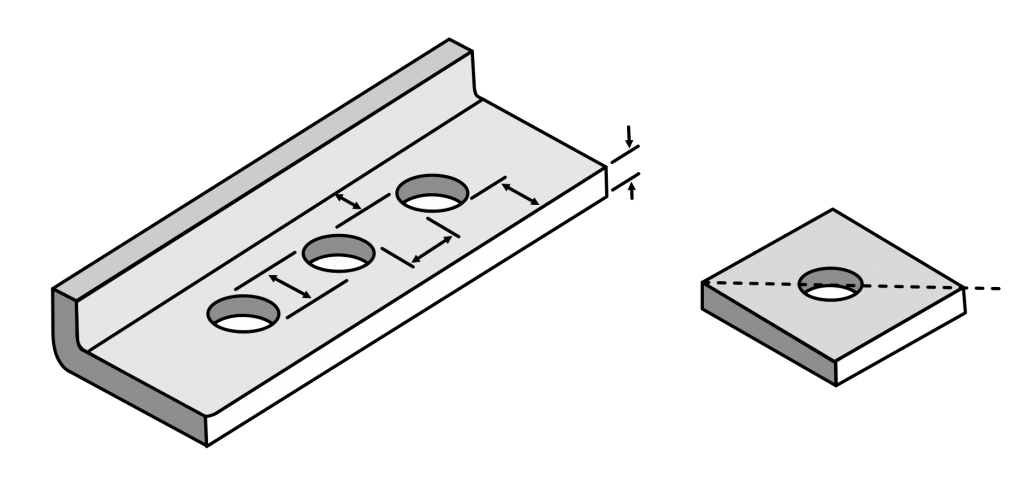
Part 2 of ISO 2768 concerns geometrical tolerances, such as those for straightness, flatness, perpendicularity, symmetry, and circular run-out.
Table 4 – General Tolerances on Straightness and Flatness
Straightness and flatness are key parameters in CNC machining, as they affect how parts fit and interact with other components.
Document
Ranges of nominal lengths in mm
H
K
L
up to 10
0.02
0.05
0.1
over 10 up to 30
0.05
0.1
0.2
over 30 up to 100
0.1
0.2
0.4
over 100 up to 300
0.2
0.4
0.8
over 300 up to 1000
0.3
0.6
1.2
over 1000 up to 3000
0.4
0.8
1.6
Table 5 – General Tolerances on Perpendicularity
Perpendicularity refers to the angle between two surfaces, typically expected to be 90 degrees.
Document
Ranges of nominal lengths in mm
H
K
L
up to 100
0.02
0.04
0.06
over 100 up to 300
0.3
0.6
1
over 300 up to 1000
0.4
0.8
1.5
over 1000 up to 3000
0.5
0.8
2
Table 6 – General Tolerances on Symmetry
Symmetry is important in many mechanical applications, particularly for parts that rotate or need to be evenly balanced.
Document
Ranges of nominal lengths in mm
H
K
L
up to 100
0.5
0.6
0.6
over 100 up to 300
0.5
0.6
1
over 300 up to 1000
0.5
0.8
1.5
over 1000 up to 3000
0.5
1
2
Table 7 – General Tolerances on Circular Run-Out
General tolerances on circular run-out control the allowable deviation in the roundness of rotating parts, ensuring smooth rotation and preventing wobbling or eccentric motion during operation.