With the widespread use of plastic products in various fields, plastic injection molding has become a common and important manufacturing method. This article will provide an in-depth analysis of plastic injection molding, exploring its principles, processes, and applications in different industries.
What is Injection Molding?
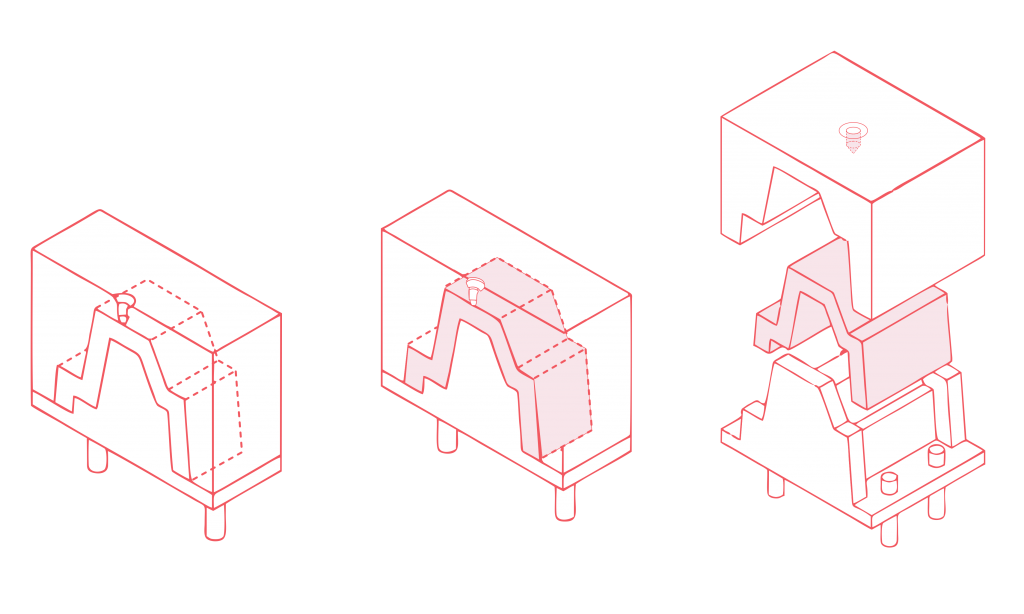
Plastic injection molding involves injecting molten plastic into a mold to shape and solidify it. Key stages include mold design, plastic melting, injection, and cooling. The mold is crucial in determining the product’s shape and dimensions.
Process Steps of Plastic Injection Molding
The process steps of plastic injection molding typically include the following key stages:
Mold Design and Manufacturing
Before injection molding, the mold must be designed and manufactured. The design defines the product’s shape, dimensions, and precision, while accounting for material flow, cooling, and durability.
Plastic Material Melting
After selecting the appropriate plastic raw material, it is added to the injection machine’s hopper. The plastic material is then heated to a molten state. This process requires precise temperature control to ensure the plastic flows smoothly and fills the mold properly.
Injection Molding
Once the plastic is molten, it is injected at high speed into the mold cavity through the injection machine’s screw or plunger. This process requires a certain amount of pressure to ensure that the material completely fills the mold and forms the desired shape.
Cooling and Solidification
After the plastic fills the mold, it gradually cools and solidifies. The cooling time depends on the type of plastic and the thickness of the product. The cooling process needs to be carefully controlled to ensure the final product’s quality and dimensional stability.
Ejection and Post-Processing
Once the plastic product has cooled and solidified, it is removed from the mold, known as ejection. Some products may require additional post-processing, such as trimming excess material, surface polishing, or other treatments to meet the final usage requirements.
Characteristics of injection molding
Injection molding has several advantages, including strong adaptability to various types of plastics, the ability to produce complex shapes with precise dimensions in a single molding cycle, and the ability to incorporate metal or non-metal inserts into plastic parts. It also offers high production efficiency and ease of automation, making it an important method for forming thermoplastic materials.
The injection molding process has developed rapidly. In addition to thermoplastic injection molding, some thermosetting plastics can also be successfully used in injection molding, offering high efficiency and stable product quality. Injection molding of low-density foam plastics (with a density of 0.2-0.9 g/cm³) can produce parts with excellent properties such as cushioning, soundproofing, and thermal insulation. Two-color or multi-color injection molding allows for the production of plastic products in various colors, which are both aesthetically pleasing and practical.
Additionally, the application of hot runner injection molding technology has significant advantages in producing large plastic parts and reducing or eliminating material waste in the gating system. Injection molding is also an important process for producing hollow plastic products or preforms.
What Are the Components of an Injection Molding Machine?
1. Injection Unit
Hopper: Used for storing raw materials (typically plastic pellets or powder) and feeding them into the barrel.
Barrel: The area where plastic is melted and conveyed; the material is heated here and pushed forward by the screw.
Heater Bands: Installed on the outside of the barrel to heat the plastic material to its molten state.
Screw: Rotates and moves axially to push the material towards the nozzle, while heating and mixing it until fully melted.
Nozzle: The connecting part between the barrel and the mold, through which the molten plastic is injected into the mold cavity under pressure.
2. Clamping Unit
Mold: The mold used to shape the final product; it contains cavities where the molten plastic is injected and cooled to form the desired shape.
Clamping System: A mechanism that holds and clamps the mold in place, ensuring the mold does not open during injection and maintaining the correct clamping pressure.
Ejection System: After the plastic has molded, the ejection system is used to remove the molded part from the mold. This usually includes ejector pins and a drive system.
3. Control System
Control Panel: Used for operating and monitoring the injection molding machine’s parameters such as temperature, pressure, and injection speed. Operators adjust the machine’s settings through the control panel.
4. Hydraulic System
Pump and Motor: The hydraulic pump is driven by an electric motor to provide the required pressure and flow for the hydraulic system. The pump draws oil from the reservoir and transfers it through pipes to hydraulic cylinders, valves, and other components, ensuring proper system operation. The electric motor powers the pump’s operation, controlling the energy output and flow rate of the hydraulic system.
Valves and Hoses :
Valves: Control the direction, flow, and pressure of the hydraulic oil. Common valves include directional valves, pressure valves, and flow control valves. The valves regulate the flow of hydraulic oil to ensure that the components of the hydraulic system operate according to the desired actions.
Hoses: Used to connect various components of the hydraulic system and transmit hydraulic oil. Hoses need to have high pressure resistance and wear resistance to ensure stable oil transmission under high pressure in the hydraulic system.
5. Electrical Control System
The electrical control system mainly consists of various electrical and electronic components, instruments, heaters, sensors, and so on. Its primary functions include:
Working in conjunction with the hydraulic control system to accurately achieve the required process parameters.
Providing power for executing various action programs.
6. Heating and Cooling System
The heating system is primarily used for heating the barrel and nozzle, while the cooling system is mainly used for cooling the mold, hydraulic oil, and the feeding section of the barrel.
7. Lubrication System
The lubrication system provides lubrication for parts of the injection molding machine that have relative motion, such as the adjusting template, mold adjustment device, and connecting rod mechanism.
8. Safety and Detection System
The safety protection devices of the injection molding machine mainly include safety doors, travel valves, mechanical protective rods, etc. The primary function is to protect the operator’s safety and ensure the safe operation of the equipment.
Types of Injection Molding Machine
The main types of injection molding machines can be classified based on their driving mechanisms and functionality. Here’s an overview of the types you mentioned:
1. Hydraulic Injection Molding Machines
Hydraulic injection molding machines use hydraulic pressure to drive the injection, clamping, and ejection processes, offering powerful performance and reliability, making them suitable for the production of large and complex molds.
Advantages:
Reliable and robust.
Capable of generating high clamping force, making them suitable for large and complex molds.
Generally less expensive than electric machines.
Disadvantages:
Higher energy consumption due to the hydraulic system.
More maintenance required because of the hydraulic components (pumps, valves, etc.).
2. Mechanical Injection Molding Machines
These machines use mechanical systems, such as a mechanical screw or plunger, to drive the injection and clamping processes. However, this type is less common in modern production compared to hydraulic and electric systems.
Advantages:
Simpler mechanical systems compared to hydraulic machines.
Lower energy consumption compared to hydraulic systems.
Disadvantages:
Generally not as powerful as hydraulic or electric machines.
More limited in terms of precision and customization.
3. Electric Injection Molding Machines
Electric injection molding machines use electric motors to drive all movements, including injection, clamping, and mold opening/closing, providing high precision, energy efficiency, and reduced maintenance.
Advantages:
Energy-efficient, as they only consume power when needed.
High precision and repeatability, ideal for high-tolerance parts.
Requires less maintenance compared to hydraulic machines.
Disadvantages:
Higher initial cost compared to hydraulic machines.
May not be as powerful for very large or heavy molds.
4. Hybrid Injection Molding Machines
Hybrid injection molding machines combine both hydraulic and electric systems, using hydraulic power for clamping and electric power for injection, offering a balance of energy efficiency and high performance.
Advantages:
Energy-efficient, benefiting from the electric drive for injection.
Offers the reliability and power of hydraulic systems for clamping.
More flexible and can handle larger molds and more complex applications.
Disadvantages:
Can be more expensive than pure hydraulic machines.
Requires specialized parts and servicing.
5. Specialized Injection Molding Machines
Specialized injection molding machines are custom-designed machines tailored for specific applications, such as multi-shot molding, overmolding, insert molding, or micro molding, to meet unique production requirements.
Advantages:
Tailored for specific needs, such as creating multi-colored or multi-material parts, lightweight parts, or small components.
Disadvantages:
These machines are often more expensive and require specialized knowledge to operate.
Five elements of control in injection molding
#1. Temperature:
(1) Oil Temperature:
Hydraulic machines generate oil temperature through friction, controlled by cooling water. At startup, the oil temperature should be around 45°C. Too high or too low a temperature can affect pressure transmission.
(2) Barrel Temperature:
Barrel temperature heats the surface of the barrel to melt and plasticize pelletized plastic, allowing it to flow smoothly and mix with additives. The barrel is heated in three sections, from the hopper to the nozzle, with temperature gradually increasing.
First Section: The solid conveying section near the hopper, with a lower temperature. The hopper is also cooled by water.
Second Section: The compression section, where the material is in a compressed state and gradually melts.
Third Section: The metering section, where the material is fully melted, and after pre-plasticization ends, it forms a metering chamber to store the plasticized material, ensuring it remains in a molten state.
(3) Nozzle Temperature:
The nozzle accelerates melt flow, adjusts temperature, and ensures homogenization. Its temperature is typically lower than the barrel’s highest temperature to prevent overflow and plastic decomposition, ensuring product quality.
(4) Mold Temperature:
Mold temperature, affecting product appearance and performance, is controlled to ensure dimensional accuracy and reduce internal stress. Higher mold temperatures improve melt flow and shrinkage. The mold temperature controller, an external device with independent heating and cooling, regulates this temperature.
(5) Hot Runner Temperature:
Hot runner systems, either insulated or heated, maintain molten material in the main and branch runners to prevent solidification, avoiding plugs and cold slugs. They reduce material waste, energy use, and molding cycle time. The hot runner temperature, set higher than the nozzle temperature, keeps the material molten without drooling.
#2.Pressure:
(1) Injection Pressure
The injection melt flows into the mold cavity through the nozzle, main sprue, and runner, and the injection pressure at the screw tip must maintain a certain pressure after overcoming the resistance encountered by the melt as it enters the cavity, ensuring that the cavity is fully filled.
(2) Holding Pressure
Once the high-temperature melt fills the mold cavity, it enters the holding and packing stage, which continues until the gate freezes. This stage compensates for the volume shrinkage of the melt as the temperature drops. Therefore, the setting of holding pressure has a significant impact on the molding process and the final product quality.
(3) Back Pressure
Back pressure is an auxiliary pressure used to control the density of the melt inside the barrel. Adjusting the back pressure can effectively expel gas from the metering section of the barrel, help evenly mix colored materials, and directly affect the shrinkage, dimensional accuracy, and overall quality of the product.
(4) Clamping Pressure
Clamping pressure is the maximum force the injection molding machine applies to the mold. During injection, some pressure is lost in the nozzle and sprue, while the rest fills the cavity. The clamping pressure must exceed cavity pressure to prevent mold opening and flash. Too high a clamping pressure can reduce mold precision and lifespan.
#3.Speed:
A, the speed setting of the opening and closing die, the setting of the opening and closing die is generally according to the principle of slow-fast-slow, so the setting mainly considers the machine, the mold, and the cycle.
B, ejection setting: can be set according to the structure of the product, the structure is complex, it is best to use slow ejection some and then use fast demoulding, shorten the cycle.
C, rate of fire: according to the size of the product, the structure is set, if the structure is complex, the wall can be fast, if the structure is simple, the wall thickness can be slow, but also according to the performance of the material, from slow to fast setting.
#4. Time:
(1) Shooting time
It refers to the time during which the screw advances and the molten material fills the mold cavity. According to the size of the product, thickness and directly observe the appearance of the product to determine the length of the set shooting time. Injection molding machine injection time setting device, whether it is multiple or a period of injection, can only set a time.
(2) Pressure holding time
After mold filling, the melt filling should be continued to maintain the filling flow stage until the gate is frozen in order to obtain dense products. The pressure holding time of the injection molding machine is a time that must be set for each period.
(3) Cooling time
From the gate solidification to the cooling stage of demoulding, the products just formed in the mold can have a certain hardness and strength, to prevent the ejection deformation during demoulding, when the melt body can not enter the mold cavity, the weight of the product can not be changed. The cooling time and the melt glue (material storage) are mostly synchronized, and the melt time is generally longer.
#5 Position:
(1) Position of opening and closing die
The key is to set the starting position of the low pressure protection, that is, the beginning position of the low pressure should be the point that is most likely to protect the mold and does not affect the cycle, and the termination position should be the position of the mold before and after the mold contact when the slow closing mold.
(2) Ejection position
This position can meet the complete demoulding of the product, first from small to large increments to set, pay attention to the installation of mold must be set to “0”, otherwise easy to damage the mold.
(3) melting position
According to the size of the product and the size of the screw, the material amount is calculated, and then the corresponding position is set.
(4) The V-P position should be from large to small, that is, the short-short method (that is, the short-shot method) to find the V-P position (that is, the V-P switching point).
Applications of Plastic Injection Molding
Consumer Goods Manufacturing:
Plastic injection molding is widely used in the manufacturing of everyday items, such as plastic cups, boxes, and tableware. Its advantages include high production efficiency, relatively low costs, and good design flexibility.
Automotive Industry:
Plastic injection molding is also extensively applied in the automotive industry. For example, automotive interior parts, body components, and engine parts can all be manufactured using injection molding to meet the automakers’ requirements for quality, durability, and appearance.
Electronics Industry:
Injection molding is commonly used for manufacturing parts like casings, connectors, and buttons for electronic products. Plastic injection molding can meet the demands for small, lightweight, and complex shapes, while also offering excellent electrical insulation properties.
Medical Devices:
The application of plastic injection molding in medical devices is growing. Medical plastic products often require characteristics such as sterility, corrosion resistance, and reusability, all of which can be achieved through plastic injection molding.