
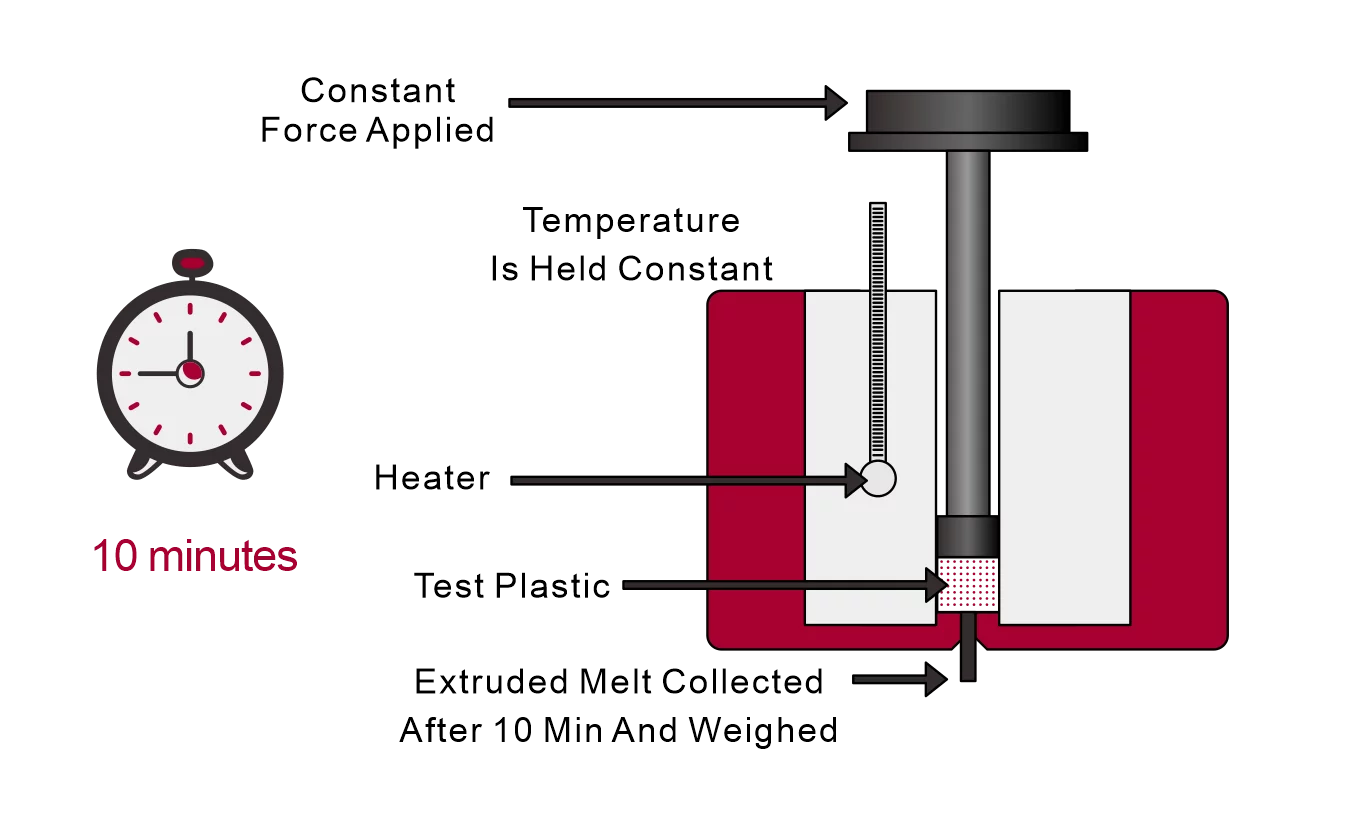
What is melt index for injection molding?
Melt index is a number that indicates the fluidity of plastic materials during processing. It is the American Measurement Standards Institute (ASTM), according to the
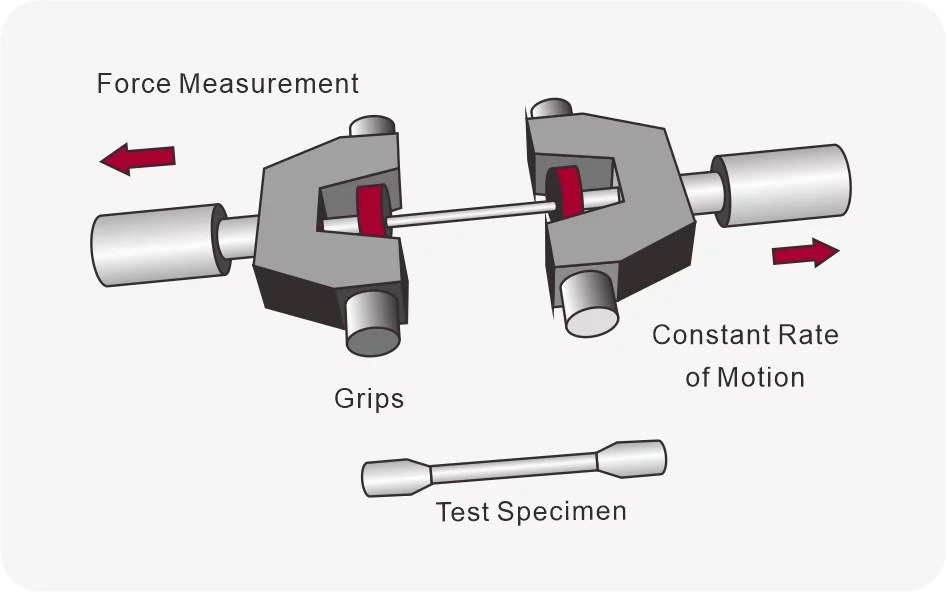
The tensile strength of injection molding plastic
The injection molding process is a process involving mold design, mold manufacturing, raw material characteristics, and raw material pretreatment method, molding process, injection molding machine operation, and

Physical and mechanical properties of injection molded plastic
We use plastic almost every day, and many people use plastic to design products, but few of them have a thorough understanding of the characteristics