Injection moldingis one of the most widely used manufacturing processes for producing complex parts quickly and at scale. At the heart of this process lies plastic injection molding a crucial method that shapes molten material into the desired form through a multi-step process.
In this article, we will break down the essential components and types of injection molding molds, helping you better understand their role in production.
What is Injection Molding Mold?
An injection molding mold is a tool, typically made of steel or aluminum, used in the injection molding process to form plastic, metal, or other materials. The mold consists of two halves, which come together to create a cavity in the product’s shape. The molten material is injected into the mold cavity, allowed to cool and solidify, and then ejected as an injection-molded finished part.
Injection Molding Design
Following some basic rules of injection-molded part design will result in parts that are easier to manufacture and assemble and are typically much stronger in draft. Draft refers to a portion of an injection-molded part that has some taper to make it easier to remove from the mold.
Hand-loaded aluminum or steel features in a mold are used to create undercuts in molded parts. They are manually removed from the mold during the part ejection process.
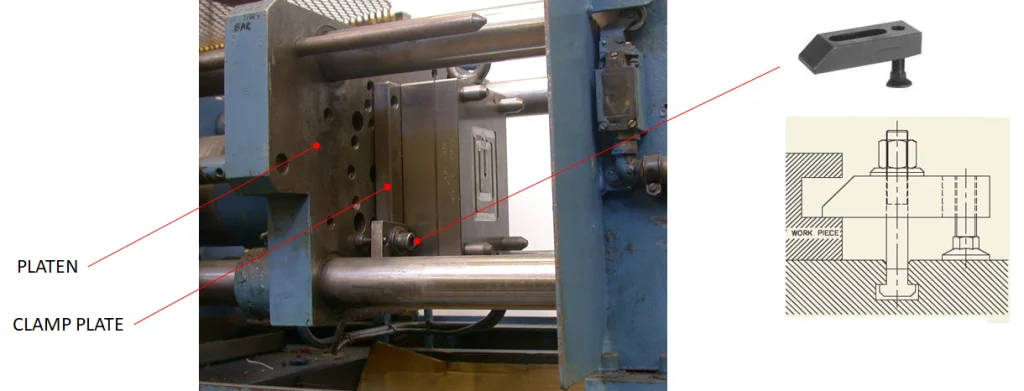
The mold through the sprue orifice. Presses are rated by tonnage, which is the calculation of the amount of clamping force that the machine can exert.
Injection Molding Mold Plastic Materials
Commonly used mold materials include tool steels like P20 and H13. P20 is a pre–hardened steel suitable for medium–volume production and has good machinability. H13 is a hot–work steel used for high–temperature applications and high–volume production.
The initial cost for the injection mold tooling is usually higher than single single-cavity molds. However, this plastic mold tooling is more suitable for large-volume productions.
The main enemy of any injection molded plastic part is stress. When a plastic resin (which contains long chains of molecules) is melted in preparation for molding,
Mold Machining Processes
Machining of the mold involves operations such as milling, drilling, and grinding. CNC (Computer Numerical Control) machining is widely used to achieve high precision. For example, the cavity and core are milled to the required shape with a high degree of accuracy using CNC milling machines. With technological developments, CNC machining became the predominant means of making more complex moulds with more accurate mould details in less time.
Types of Injection Molding Mold
Available materials include alloys or blends of previously developed materials, so product designers can choose the material with the best set of properties from a vast selection. Injection moulding can be performed with a host of materials, mainly including metals (for which the process is called die-casting.
However, aluminium moulds are cost-effective in low-volume applications, as mould fabrication costs and time are considerably reduced.
Plate Type
Plate-type molds are the most commonly used design in injection molding, and the number of plates involved determines the type of mold.
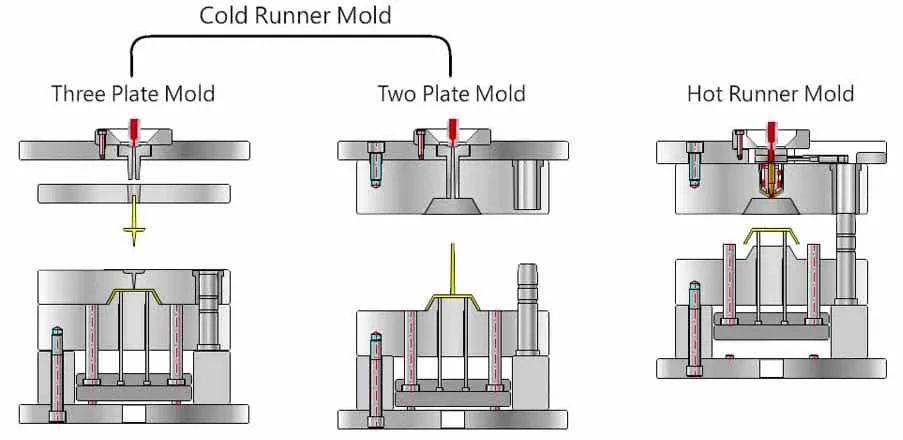
Two-Plate Molds:
Two-plate molds are the simplest and most common design. They consist of two plates: the stationary part (the cavity side) and the movable part (the core side). These molds are efficient, cost-effective, and suitable for high-volume production of simple parts.
Three-Plate Molds:
In a three plate injection mold, a third plate is added between the cavity and core plates, typically used for more complex part geometries. The extra plate allows for multiple gates and runners, enabling better distribution of molten material into different cavities.
Stacked Plate Molds:
Stacked plate molds consist of several stacked plates that allow for more cavities in a single mold. These are often used in high-volume production where space is limited, and there’s a need to optimize the number of parts made in each cycle.
Runner Type
The runner system is a network of channels that guide the molten material into the cavities. Molds are categorized based on the runner system.
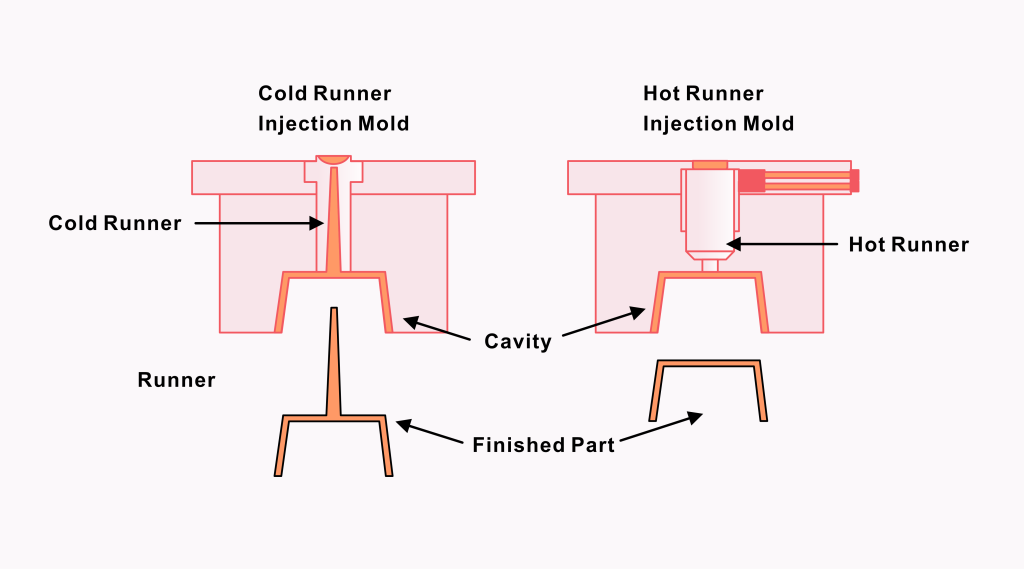
Cold-Runner Molds:
In traditional cold runner molds, the runner channels remain at ambient temperatures, and any material that remains in the runner after each injection cycle is discarded. These molds are simpler, cost-effective for small batches, but may have higher material waste.
Hot-Runner Molds:
In hot-runner molds, the runner system is heated, ensuring the molten material remains in a liquid state until injected into the cavities. This system reduces waste and improves efficiency by keeping the material in the runners for reuse, making it ideal for high-volume production.
Multi Cavity Injection Mold Design
The cavity design dictates how many individual parts are formed in each injection cycle. Reduce production lead times by 80%. Which itself is an important issue in the economics of the production process.
Single-Cavity Molds:
Single-cavity molds produce one part per injection cycle. These molds are typically used for larger parts where precision is critical, and the part’s complexity does not warrant multiple cavities.
Multi-Cavity Molds:
A multi cavity injection mold is designed to produce multiple identical parts in a single cycle. This setup improves productivity and is commonly used for parts that require high volumes and consistent quality.
Family Molds:
Family molds can create multiple different parts in a single cycle, as long as they share similar materials and manufacturing specifications. These molds are ideal for producing small, different parts in a single shot, reducing production time and costs.
Understanding the Part Requirements
Part Geometry:
Analyze the shape, size, and complexity of the part. Consider features such as undercuts, holes, threads, and ribs. For example, a part with internal threads may require a core – pull mechanism in the mold design.
Tolerance Requirements:
Determine the acceptable dimensional tolerances. Tighter tolerances usually demand more precise mold construction and better process control. For precision medical device parts, tolerances might be as low as ±0.05 mm.
Surface Finish:
The desired surface finish of the part affects the mold surface. A high – gloss finish may require a highly polished mold cavity, while a textured surface may need a specific texture on the mold surface.
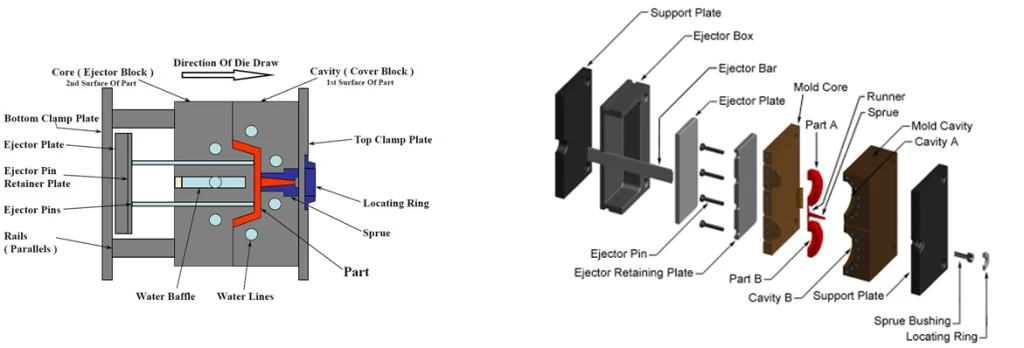
What Are the Components of Injection Molding Molds?
A typical injection molding mold contains several key components:
Mold base:
The mold base is the primary structure of the mold, providing support and housing for all other components. It includes the mounting system that attaches the mold to injection molding machines.
Cavity:
The cavity is the hollow space where the molten material is injected and forms the part. It is designed to create the desired shape of the final product.
Core:
The core is the counterpart to the cavity and defines the internal features of the part. It is often used to create holes, threads, or other internal features.
Inserts:
Inserts are components added to the mold to create specific features or details in the part, such as threads, logos, or text. They can be removed and replaced to create different part variations.
Runner system:
The runner system is a network of channels that guide the molten plastic flows from the injection nozzle to the cavities. It plays a crucial role in ensuring efficient material flow and uniformity.
Nozzle & sprue bushing:
The nozzle is the part through which the molten material enters the mold, and the sprue bushing is the entry point into the runner system. These components ensure precise material flow and consistency.
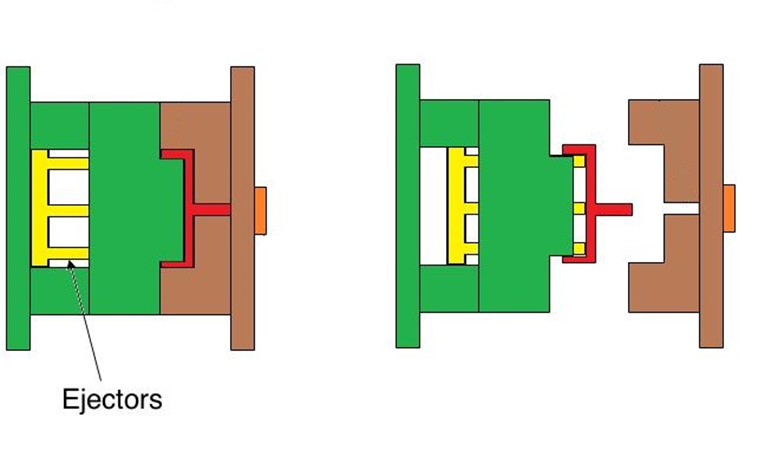
Ejector pins:
Ejector pins are used to push the finished part out of the mold after it has cooled and solidified. They help in the safe and efficient removal of the part without damaging the mold or the part.
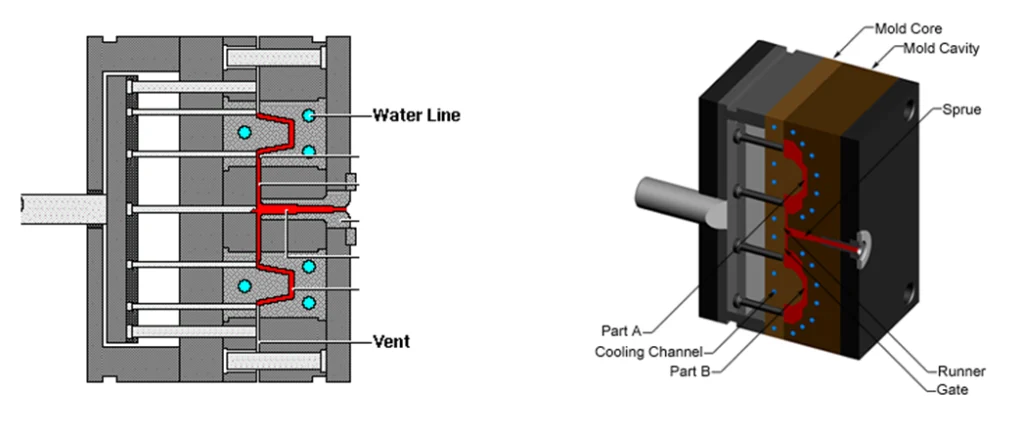
Cooling system:
A cooling system is integrated into the mold to control the temperature and solidify the molten material. It uses channels filled with coolant to regulate the mold’s temperature and speed up the solidification process.
Venting system:
The venting system allows air and gases to escape from the mold cavity during the injection process. This helps prevent defects like air bubbles or voids in the finished part.
Guides:
Guides are components used to align the mold halves properly during the injection cycle. They ensure accurate part formation and proper closing of the mold.
Mold Design Software and Simulation
Design Software:
Software such as SolidWorks, Pro/ENGINEER (Creo), and Moldflow is used for mold design. These software tools allow designers to create 3D models of the mold, perform detailed design of components, and generate engineering drawings.
Simulation:
Moldflow is a popular simulation software that can predict issues such as filling patterns, warpage, and air traps. By running simulations before the actual mold construction, designers can optimize the mold design and reduce the risk of costly modifications later.
Why Are Injection Molds Necessary?
Injection molds are indispensable in the injection molding process. They provide the shape and structure for the final product, enabling the efficient production of high-quality parts. Typically made from metal such as steel or aluminum, injection molds are precision-machined to form the intricate features of the desired part.
These molds are designed to withstand the high pressures and temperatures involved in the injection molding process. Without an injection mold, it would be impossible to produce parts with the desired shape, structure, and precision, making them a critical component in the manufacturing of plastic parts.