





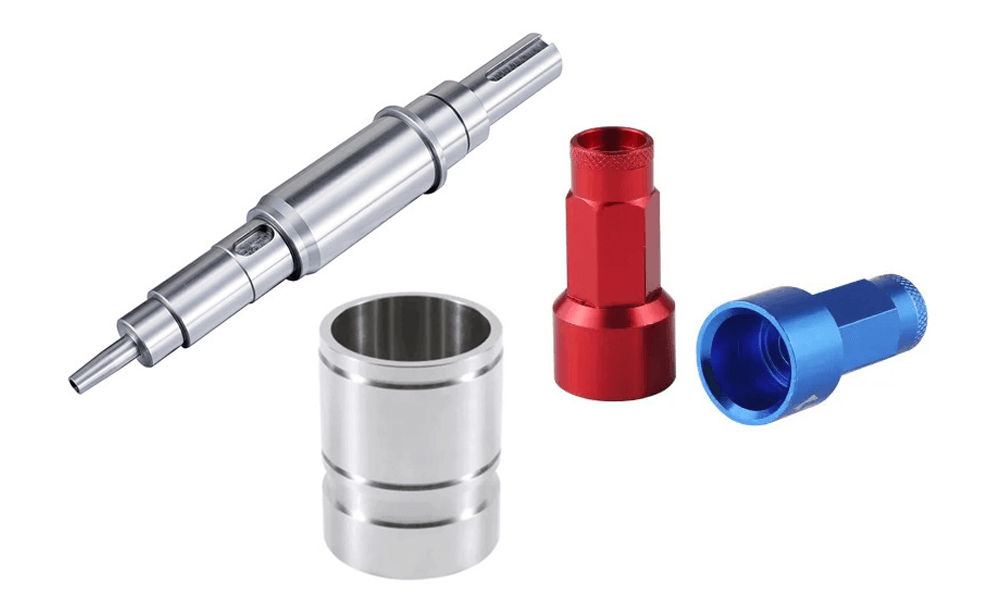
CNC Machined Parts Surface Finish Explained
In the world of precision manufacturing, CNC machining and injection molding produce high-accuracy parts, but the final surface finish plays a crucial role in functionality,

Sandblasting Surface Finish Explained
Sandblasting is a powerful method used in different industries to clean, smooth, and texture materials. It can help achieve the perfect finish by removing rust,

The Basic Guide of Aluminum Anodizing
Anodizing is the oxidation of a metal in an electrolyte, resulting in the formation of an oxide coating on the metal surface. It is one of the