Injection molding is an essential process in the manufacturing of plastic products. This process is ideal for high-precision parts and high volume, used across automotive industry, consumer goods and other sectors.
Nonetheless, the efficiency of the injection molding process may have several injection molding defects that would result in challenges in quality and usability of the injection molded plastic parts. It is important that these defects are rectified to ensure the moulded plastic parts retain their structural integrity and aesthetic quality.
This article will detail the typical injection molding problems, root causes, and solutions you can take to mitigate them. Thus, if you understand these problems and process control becomes your second nature, then you can produce bug free molded plastic parts.
What causes injection molding defects?
Injection molding defects are the result of problems related to either injection molding material or injection molding equipment & process parameters. For injection molded products and plastic parts, issues like high temp, low cooling cycle, and insufficient pressure can impact them greatly. Eliminating these defects can only start once their root causes are understood.
Injection molding Problems
#1. Flash
What is Flash?
Flash is a type of injection molding defect in which excess material escapes the mold cavity, solidifies and encrusts the edges of a molded plastic component as thin layers or ridges. This type of defect often occurs along the parting line, but it can also be near ejector pins or in association with other mold features. Flash can spoil the appearance quality of part, also may affect its functionality.
Causes of Flash
Flash typically occurs due to:
Excessive injection molding pressure: High pressure forces molten plastic out of the mold into tiny gaps at the parting line or other areas.
Poor mold design: Inadequate alignment or gaps in the cavity can allow molten plastic to seep out during the injection process.
Insufficient clamping force: If the mold halves do not close completely, molten plastic can escape during injection molding.
Solutions to Flash
Adjust injection pressure: Reducing injection molding pressure prevents molten plastic from being pushed into unintended areas, minimizing excess material formation.
Inspect mold design: Regularly inspect the mold for wear and ensure proper alignment of the mold halves. If necessary, replace worn-out molds.
Increase clamping force: Use sufficient clamping force to ensure that the cavity is completely sealed during the injection molding process.
Optimize parting line design: Reassess the injection molding machine design to minimize the size of gaps along the parting line, ensuring a better seal during injection molding.
Flash not only requires additional trimming in post-processing but also increases production time and costs. By addressing the root causes, manufacturers can avoid this defect and improve the overall quality control measures for their injection molded products.
#2. Weld lines
What are Weld Lines?
Weld lines (or knit lines) are weak lines or seams that form where two flow fronts of molten plastic meet and do not fully bond. Can damage the physique structural of molded plastic part also will affect physical shape and in some cases can generate aesthetic issues.
Causes of Weld Lines
Weld lines often result from:
Low melt temperature or mold temperature, which reduces the flowability of molten plastic.
Insufficient injection molding speed and inadequate injection pressure used, leading to weak fusion of molten material.
Poor material flow within the mold, caused by complex mold designs or obstructions.
Solutions to Weld Lines
Increase melt temperature and mold temperatures to enhance the flowability of molten plastic.
Adjust injection speed and pressure to ensure complete fusion at the meeting points of molten plastic.
Modify the cavity design to reduce obstructions and improve material flow, especially in areas prone to weld lines.
Use plastic injection molding materials with better flow characteristics to minimize weld line formation.
#3. Sink Marks
What are Sink Marks?
Sink marks are depressions or dimples that appear on the surface of any plastic part. These defects are caused by untimely cooling or rapid material shrinkage, and occur especially during injection molding. Apart from these sinks occurring in the surfaces of plastic parts, internal voids or poorly bonded weld lines may also exist.
Causes of Sink Marks
Varying wall thicknesses in the design lead to uneven cooling and shrinkage.
Improper rib to wall ratio on the design of the part, can lead to sink marks.
Inadequate cooling time or improper settings in the cooling system.
Insufficient pressure, which fails to fill the mold completely.
Solutions to Sink Marks
Designs with uniform wall thickness to ensure even cooling and prevent shrinkage.
Follow general rule for rib to wall ratio of 50% to 60% of the wall thickness.
Extend the cooling time and optimize the cooling system to allow molten material to solidify.
Increase injection molding pressure to ensure the cavity is fully filled, reducing the probability of sink marks.
Use a plastic material with lower shrinkage rates.
#4. Short Shots
What are Short Shots?
Short shots occur due to poorly imbalanced filling in the injection mold itself; insufficient delivery of the plastic feed results in incomplete or defective parts. This injection molding defect can led to production delays and high scrap percentage.
Causes of Short Shots
Insufficient pressure or slow speed, which prevents material from reaching all areas of the mold.
Trapped air pockets or inadequate mold venting, which block the flow of plastic.
Material degradation due to high melt temperatures, reducing flowability.
Solutions to Short Shots
Increase injection molding pressure and speed to ensure the cavity is completely filled.
Improve mold venting to release trapped air pockets that impede material flow.
Use the appropriate resin temperature to prevent material degradation during the injection process.
#5. Burn Marks
What are Burn Marks?
Burn marks refer to discolorations or blackened regions that are visible on the surface of a molded product. These are as a result of either overheating or entrapment of air, causing degradation of the plastic.
Causes of Burn Marks
Excessive speed and pressure, which generate over heat during the molding process.
Poor mold venting, leading to trapped air pockets that overheat.
High melt temperatures, which degrade the plastic resin.
Solutions to Burn Marks
Reduce speed and pressure to minimize heat generation.
Improve mold venting to release trapped air to avoid overheating.
Monitor and control melt temperatures to prevent resin degradation.
#6. Brittleness
What is Brittleness?
Brittleness refers to the fragility of injection molded parts, making them prone to cracking or breaking under stress. It is often a sign of compromised material properties during the molding process.Brittleness in injection molded parts indicates reduced structural integrity, making parts prone to cracking or breaking.
Causes of Brittleness
Material degradation caused by excessive heat or prolonged cycle times.
Contamination from mold release agents or foreign material.
Inadequate cooling, leading to residual stresses in the molded part.
Part design without radius on the edges, leading to residual stress accumulation.
Solutions to Brittleness
Use high-quality, thermally stable plastic materials.
Minimize the use of mold release agents to avoid contamination.
Optimize the cooling and process parameters to ensure uniform cooling and reduce residual stress.
Apply radius min of 0.2 mm in all edges of the part. Specially zones for structural purposes.
#7. Delamination
What is Delamination?
Delamination is a defect characterized by the formation of thin layers or flakes on the surface of an injection molded part. These layers often appear as peeling or separation of the part’s surface material, compromising both the structural integrity and aesthetic quality of the product. In severe cases, delamination can lead to functional failures.
Causes of Delamination
Contaminated plastic material: The presence of foreign material, impurities, or excessive use of mold release agents can disrupt the bonding of molten plastic.
Incompatible resins: Combining incompatible plastic materials during production can weaken bonds and create layers prone to separation.
Excessive moisture in resin: Moisture trapped in the plastic material can vaporize during the injection process, causing poor adhesion between layers.
Improper mold temperatures: Inadequate mold temperatures can lead to uneven cooling, creating weak spots where delamination occurs.
Solutions to Delamination
Use clean and compatible resins: Ensure the plastic resin is free of contaminants and avoid mixing incompatible materials in the mass production of process.
Dry the resin thoroughly: Properly dry the plastic material to remove any residual moisture before injection molding.
Control mold temperature: Maintain consistent and appropriate temperatures to ensure uniform bonding and cooling of the molten material.
Minimize mold release agents: Reduce the use of mold release agents to prevent interference with the bonding of molten plastic.
#8. Jetting
What is Jetting?
Jetting is an injection molding defect that appears as wavy, irregular lines or streaks on the surface of a molded plastic part. These flow marks occur when molten plastic enters the mold too quickly, leading to turbulent flow that prevents the material from properly filling the mold. This defect is both a cosmetic and a structural concern, as it may indicate poor material distribution.
Causes of Jetting
Excessive speed: High speeds during the injection process cause the molten plastic to flow too rapidly, creating turbulence and irregular flow lines.
Poor gate design: Gates that are too small or poorly positioned can create narrow entry points, leading to high flow velocity.
Low mold temperature: Insufficient temperature causes the molten plastic to cool prematurely, worsening jetting patterns.
Inconsistent material flow: Uneven flow of molten plastic within the cavity can exacerbate jetting defects.
Solutions to Jetting
Reduce injection speed: Slow injection speeds help the molten plastic flow smoothly and evenly into the mold, reducing turbulence and jetting.
Optimize gate design: Redesign gates to have larger or more rounded openings, reducing the velocity of the molten plastic as it enters the cavity.
Increase mold temperature: Raising the temperature ensures that the molten material remains flowable for longer, improving its ability to fill the mold uniformly.
Control material flow: Adjust the injection process parameters to ensure consistent flow of molten material throughout the mold.
#9. Voids
What are Voids?
Voids refer to vacuum pockets or air bubbles that are trapped inside an injection molded part. These vacuum voids can vary in size and location, and they generally weaken the part’s structure and may lead to its failure during use. Voids often occur in the interior of the part, away from the surface, making them difficult to detect during production.
Causes of Voids
Insufficient injection pressure: When the pressure is too low, the molten plastic cannot completely fill the mold cavity completely, leaving air pockets inside.
Inadequate venting: Trapped air and gases may not escape properly if the mold therefore not have adequate venting, causing pockets to form inside the part.
Excessive cooling time: If cooling occurs too quickly, the material may solidify prematurely before the cavity is fully packed, leaving voids behind.
Material shrinkage: Differential cooling rates between thicker and thinner sections of the part can result in shrinkage, leaving voids in the thicker areas.
Solutions to Voids
Increase injection pressure: Higher pressure helps ensure the mold cavity fills completely and prevents air from being trapped inside.
Improve mold venting: Adequate venting channels should be designed into the mold to allow air to escape, preventing vacuum voids formation.
Adjust mold design: Ensure that the mold cavity is designed to allow uniform filling and reduce areas that are prone to voids.
Control cooling rates: Proper cooling time and uniform cooling throughout the part are essential to prevent differential shrinkage and vacuum voids formation.
Voids can be difficult to detect without proper quality control measures like X-ray inspection or ultrasonic testing, especially in thicker sections of the part. Therefore, it’s important to optimize the injection process to ensure that parts are fully packed, reducing the risk of internal vacuum voids.
#10. Splay
What is Splay?
Splay, also known as silver streaking, appears as metallic or silver streaks on the surface of an injection molded part. It is typically a cosmetic defect, though it may sometimes indicate underlying problems with the part’s integrity. Splay is most commonly seen when the molten plastic material escapes through the nozzle or mold and is exposed to air, causing gas to form on the surface of the molded part.
Causes of Splay
Moisture in the plastic resin: When moisture is present in the plastic material, it can vaporize and cause gas pockets that form silver streaks on the surface of the part.
Excessive or high melt temperature: High melt temperatures can cause the material to decompose or release gases, leading to splay.
Improper drying of material: If the plastic resin is not adequately dried before molding material is, the residual moisture can contribute to splay.
Excessive injection speed: Excessive injection speeds can trap air in the mold, leading to splay on the surface of the molded part.
Solutions to Splay
Dry the plastic resin: Ensure that the plastic material is fully dried before injection molding to eliminate moisture that causes gas pockets.
Control melt temperature: Ensure that the melt temperature is not too high, as excessive heat can degrade the material and cause gas formation.
Adjust injection speed: Slow down the injection speed to reduce the likelihood of trapping air in the material flow.
Optimize injection pressure: Reduce the pressure to maintain proper material flow without entrapping air.
Proper material handling, temperature control, and process optimization are essential to preventing splay. This defect is often cosmetic, but it can impact the overall quality of the injection molded part if left unaddressed.
#11. Bubbles and Blisters
What are Bubbles and Blisters?
Bubbles and blisters are surface defects that occur when gas or air is trapped within the molten plastic during the injection molding process. Bubbles are typically small and can appear as round, raised spots on the surface, while blisters are larger, often deeper cavities filled with gas. Both can severely compromise the aesthetic quality of the part and, in some cases, affect its structural integrity.
Causes of Bubbles and Blisters
Trapped air or gases: Inadequate venting or improper mold design can trap air within the mold cavity, which later forms bubbles or blisters on the part’s surface.
Excessive melt temperature: High melt temperatures can cause the resin to break down, releasing volatile gases that form bubbles.
Moisture content in the resin: As with splay, moisture can cause bubbles or blisters when it vaporizes during the injection process.
Excessive injection speed and pressure: Excessive pressure can cause molten plastic to move too quickly, trapping air and creating bubbles.
Solutions to Bubbles and Blisters
Improve mold venting: Proper mold venting ensures that air and gases can escape the mold cavity before they form bubbles or blisters on mold wall.
Control melt temperature: Avoid excessive melt temperatures to prevent degradation of the resin and the release of gases.
Dry the resin thoroughly: Moisture in the resin should be minimized by ensuring it is properly dried before injection molding.
Reduce injection speed and pressure: Decrease injection speed and pressure to reduce turbulence and air entrapment.
Bubbles and blisters can often be resolved by improving venting and controlling the temperature and pressure settings within the injection molding process.
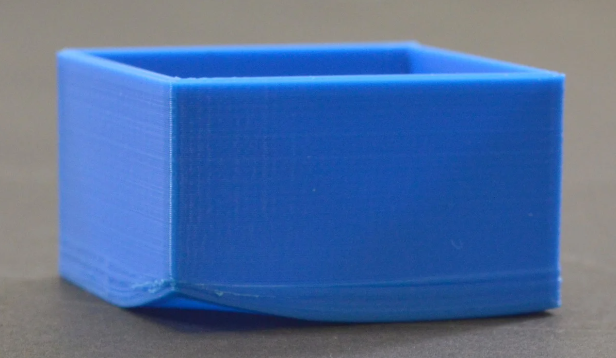
#12. Warping
What is Warping?
Warping is a distortion in the shape of an injection molded part that occurs as it cools. Warped parts do not maintain their intended form and may bend, twist, or bow, making them unsuitable for their intended application. Warping is one of the most common injection molding defects and can be especially problematic in parts that require precise dimensional accuracy.
Causes if Warping:
Uneven cooling: Cooling that occurs too quickly or unevenly can cause internal stresses that lead to warping.
Differing wall thicknesses: Parts with not constant wall thicknesses are particularly prone to warping, as thicker sections cool more slowly than thinner areas.
Residual stress: Internal stresses within the molded part, resulting from uneven material flow or pressure, can cause warping after the part is ejected from the mold.
High injection pressure: Excessive pressure can cause the part to be overpacked, resulting in internal stresses that lead to warping.
Solutions to Warping
Control cooling time: Use a consistent cooling process and ensure that the cooling rate is uniform across the entire part.
Uniform wall thickness: Design parts with uniform wall thickness to minimize temperature gradients and avoid differential cooling.
Increase mold temperature: A higher mold temperature can help reduce warping by allowing more uniform cooling.
Reduce injection pressure: Avoid excessive injection pressure, as it can lead to higher internal stresses and more significant warping.
Warping can be mitigated by adjusting the cooling time, optimizing mold design, and ensuring uniform pressure during the injection process. It’s critical to address warping early in the design phase to avoid costly rework.
#13. Flow Lines
What are Flow Lines?
Flow lines are streaks, lines, or patterns visible on the surface of an injection molded part. These lines occur when molten plastic flows into the mold cavity and creates visible streaks where the flow front meets. While flow lines are primarily a cosmetic issue, they can indicate problems with material flow or mold design.
Causes of Flow Lines
Low mold temperature: If the mold is too cold, the molten plastic solidifies too quickly and can create flow patterns on the surface.
Incorrect or slow injection speed: If the injection speed is too slow or too fast, it can cause the material to flow unevenly, leaving flow lines.
Poor mold design: Mold cavities that are poorly designed, with sharp corners or narrow passages, can impede material flow and create flow lines.
Material-related issues: Inconsistent material flow or the use of materials with poor flowability can also contribute to this defect.Low mold temperature: If the mold is too cold, the molten plastic solidifies too quickly and can create flow patterns on the mold surface.
Solutions to Flow Lines
Increase mold temperature: A warmer mold temperature can help the molten plastic flow more smoothly and reduce flow line formation.
Optimize injection speed and pressure: Adjust injection speed and pressure to ensure a smooth, uniform flow of material into the mold cavity.
Improve mold design: Redesign the mold cavity with smooth transitions and larger gates to improve material flow and reduce flow lines.
Use high-flow plastics: Use plastic materials with better flow characteristics to help prevent flow lines in the final part.
Defects pertaining to injection molding may limit the efficiency of the manufacturing procedure. And yet, if one becomes systematically aware of the causes of these injection molding defects and the methods of eliminating them, the manufacturing of normal injection products becomes feasible.
Factors such as temperature of the mold, rate and pressure of injection and the uniformity of the product walls play significant roles in the molding process. Addressing these and other average issues in molding contributes to success of the process and minimizes any injection molding defects.