Excessive runout can lead to severe problems, such as bearing failures or permanent shaft bending, which can compromise the functionality and safety of mechanical systems. To avoid excessive runout, manufacturers must implement stringent controls throughout the machining process. This includes using high-precision machinery, such as CNC (Computer Numerical Control) or EDM (Electrical Discharge Machining) machines, which offer superior accuracy and consistency.
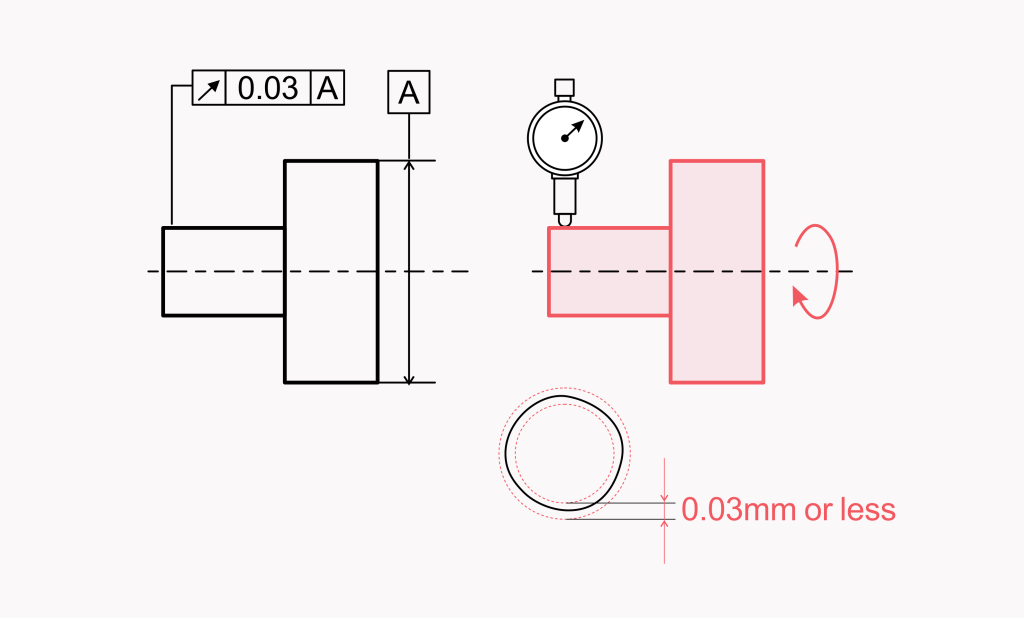
Additionally, implementing strict quality control measures is crucial. Regular inspections and measurements using tools like dial indicators or coordinate measuring machines (CMMs) can help detect and correct runout issues early in the production process. Using GD&T symbols, such as the runout symbol, in engineering drawings provides clear guidelines for acceptable runout tolerances. These symbols help ensure that all parts meet the required specifications, reducing the risk of excessive runout and enhancing the overall quality and reliability of the final product.