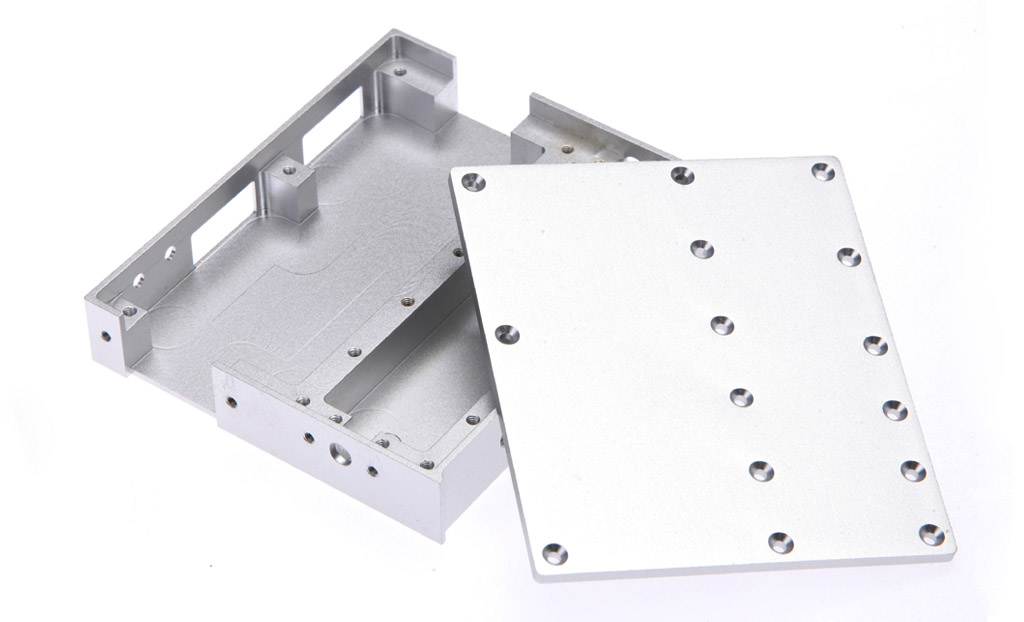
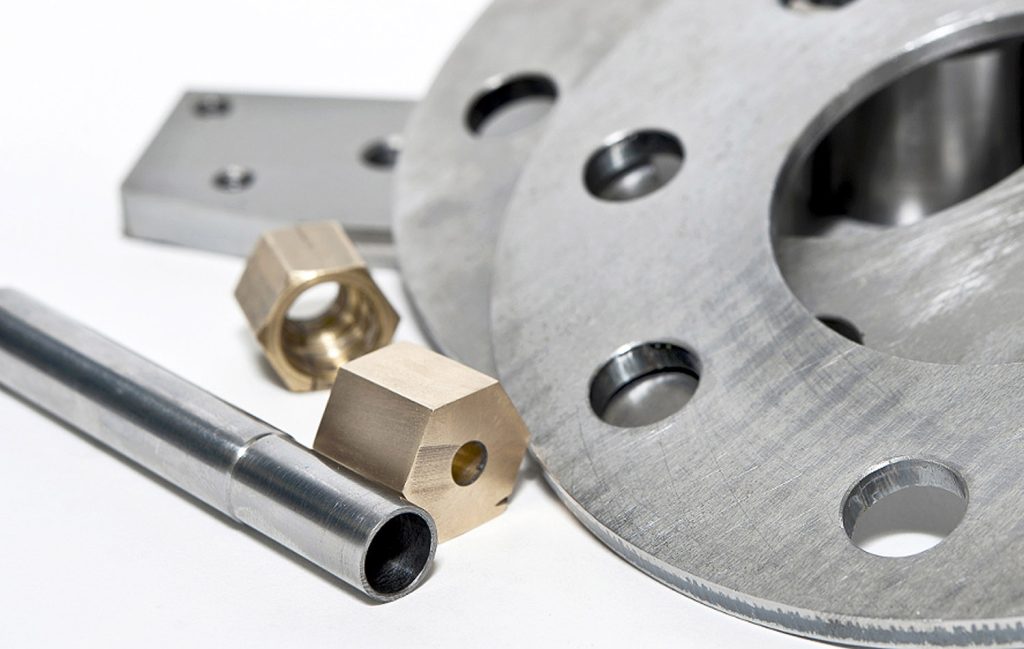
Internal features of items are produced via CNC machining using cavities and pockets. They are commonly used in various aerospace, automotive and medical industries, where parts often require complex shapes and internal features. For example, cavities and pockets create intricate structures inside turbine blades and aircraft components. Another example is the medical industry, where cavities and pockets create implants and other medical devices with intricate internal structures.
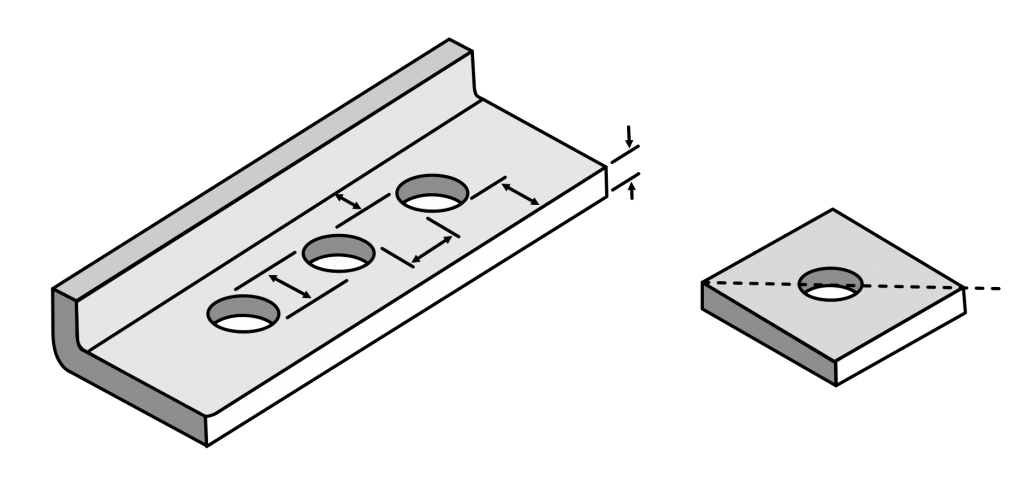
Different cavities and pockets could be designed depending on the particular part’s needs. Depending on the machine tool used, a pocket might be created in a round or square form. In determining the machining strategy, the depth and size of the feature play a significant role. Other fundamental factors such as the machined material type, the required precision and finish and the available cutting tools would also influence the cavity and pocket design.
End mills and drills are frequently preferred in CNC machining to produce cavities and pockets. These tools might produce a wide range of features since they come in different sizes and shapes. For instance, a ball end mill might produce rounded pockets, while a flat end mill may be used to create square pockets. The right tool and machining technique must be chosen based on the desired feature’s size, shape, depth, and material being machined.