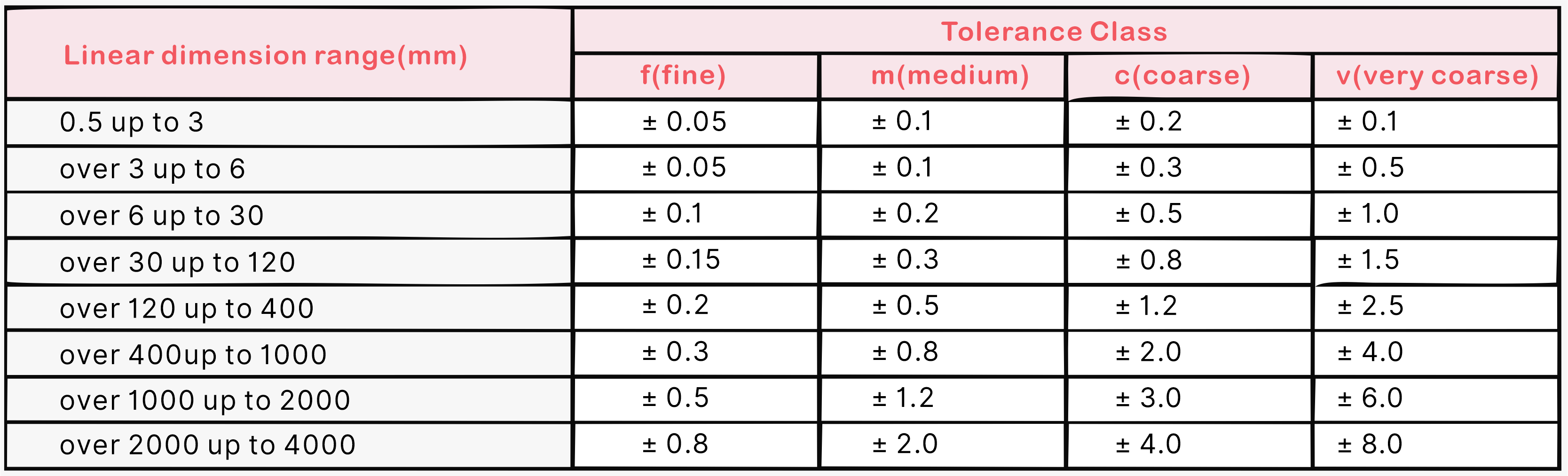
Machining tolerance, also known as dimensional accuracy, refers to the maximum permissible deviation between the blueprint measurements and the final dimensions. It is usually indicated by a number preceded by a ±symbol.
For example, if a part with a blueprint length of 10 mm is assigned a tolerance of ±0.05 mm, the final measurements can lie between 9.95 mm and 10.05 mm. Any value within this range would pass quality inspection.
CNC machining is known for its extreme precision and capacity to achieve tight tolerances. However, high levels of accuracy, signified by smaller or tighter tolerances, will significantly increase machining costs and production time. Since different components call for different levels of precision, it’s more cost-efficient to assign a specific CNC machining tolerance based on part requirements.
This way, machinists can vary between looser tolerances or tight tolerances as needed.