CNC machining has come a long way, from the initial concepts of the 1950s to today’s simulation capabilities for precision machining. One of the areas that has evolved significantly over this time is how we manufacture threads. No thread profile is too complex with the present thread milling capabilities.
As we review what thread milling is, we must recognize the need to perform the exercise correctly. A thread mill presents many benefits, but the operator needs to know how to optimize its capabilities.
As you embark on creating threads for your next projects, this article offers a few points and tips for the best results. Read on for the basics of thread milling, including the thread milling tool, internal and external threads, and tips for thread milling.
What is Thread Milling?
Thread milling entails a thread cutter generating precise threads on a workpiece material. It is different from the more familiar single-point tool-based thread-cutting method.
Thread milling takes place on a CNC machine. This machine controls the cutting operations and movements to the highest degree of accuracy.
The other method of creating threads is called tapping. One characteristic of thread milling is the high versatility that enables the creation of a wide range of thread sizes and forms. The CNC milling machine can even produce the intricate spiralock thread.
How Thread Milling Works?
The thread milling process starts with pre-milling steps. First, the user has to be conversant with the thread milling equipment. Knowledge of how to input the best settings for optimum thread quality is also necessary.
The next step is to determine the parameters for the thread. Whether it is for internal threads or external threads, you need to identify the thread pitch, thread diameter, and any other thread size requirements.
Consider the thread-cutting tools – they come in different types. Your choice of rotating tool should be based on several factors. The leading factors are material type, thread geometry, and whether the process will be slow or high-speed.
Next in the thread milling process is programming. The CNC machine has provision to input a CNC program. This program defines the pitch diameter, cutting speed, path feed, and other parameters.
CAD/CAM programs are available to streamline the programming process. A test run to make sure the milling process is as envisaged is recommended. Once everything is well set, you can move to the next step.
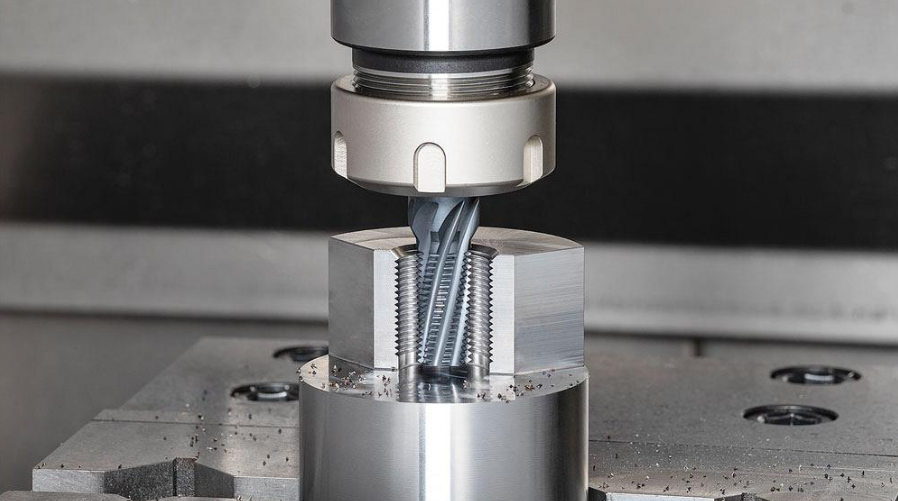
With the workpiece firmly held on the thread milling machine, proceed with the process. The radial movement of the cutting tool produces the required threads. It will require several runs of the rotating tool to cut threads to perfection.
The tool runs or cuts across the entire thread before making the next run. The first single pass is referred to as the roughing pass.
The Types of Thread Milling Cutters
Here are the main types of thread milling cutters:
1. Straight Flute Thread Mills
Thread milling cutters with flutes are a common thing for the management of chips. Ordinarily, the flutes a helical. However, some come with straight flutes. Coolant holes on the flutes keep the workpiece and cutting tool cool for safe operation and enhanced tool life.
2. Helical Flute Thread Mills
There are several teeth on the helical flute thread milling setup. The cutter also features flutes to enable the ejection of chips produced during the cutting process. Helical flute thread milling is ideal for high-speed cutting.
3. Single Profile Thread Mills
This type of thread milling cutter has one tooth. In some instances, there is a pair of teeth. The major distinction of a single-profile thread mill is that it cuts one thread in a revolution. That means it takes longer to cut threads.
Advantages of Thread Milling
More Versatile
You can use a single thread milling tool to make different sizes of holes. There is therefore no time lost in tool changes and the cost of tooling is low.
The versatility is further evident from the capability to create right hand threads and left hand threads, external threads and internal threads, and sizeable threaded holes.
Higher Control
The operator has higher control of the fit of the hole or component being threaded. For internal threads, the hole is already there. All that the operator needs is to helix the milling tool in the hole. Jobs with tight tolerances would benefit a lot from this capability.
Disadvantages of Thread Milling
Thread milling is a versatile machining process, but like any technique, it has some drawbacks:
Complex Setup:
Thread milling often requires more complex setups than traditional tapping. This includes proper tool selection, machine calibration, and programming, which can increase preparation time.
Higher Tool Costs:
Thread mills are typically more expensive than taps, especially when you need multi-flute tools for high-performance applications.
Slower Speeds:
Thread milling generally operates at slower cutting speeds compared to tapping, especially when dealing with larger thread sizes. This can result in longer cycle times, particularly in high-volume production runs.
Limited Material Compatibility:
While thread milling can work on hard materials, it may not be as effective in certain alloys or materials with very hard properties, such as hardened steel. In those cases, tapping might be more efficient.
Smaller Thread Depth:
Thread milling is typically more effective for shallow or medium-depth threads. For deep threads, tapping may be more efficient, especially in terms of tool wear and cycle time.
How to Choose Thread Milling Cutters
Choose a thread milling cutter based on the job at hand and your expectations. The quality of the cutter matters. Survey the market for the ideal milling cutter materials and designs.
Some of the material options you will find in the market are high speed steel (HSS), carbide-tipped, and cobalt high-speed steel (HSS-Co).
Thread Milling vs. Tapping
Speed:
If you want to create threads fast, you would want to choose to tap over thread milling. Provided the tap is rigid, this method can complete the job very fast.
Power:
Tapping is more powerful than thread mills considering the type of materials the two can handle. You can create threads using tapping in hardened steel and other hard materials with ease.
Size:
The handling of different thread sizes differs for the two processes. For tapping, you need a different size of tap whenever the hole sizes, unlike in thread mills.
Tool life:
Thread milling cutters have a longer tool life because of a high wear resistance. On the contrary, taps can easily break or wear when used on tough materials.
Flexibility:
The flexibility of thread milling is higher. You cannot adjust the thread fit in tapping, but it is possible with thread mills. Rigid taps are also not usable for external threads; they are limited to internal threads.
Tips for Thread Milling
Apart from a careful choice of the thread milling cutter as explained above, the following points are worthwhile:
Know when to use a slow speed
A slow cutting speed indeed provides ample time for the production of excellent threads. However, some instances require faster milling.
Ensure Chip Removal
No matter the design of the tool, make sure there is a way of getting rid of the chips. You want to ensure that the thread tolerance is as high as possible.
Hold the Workpiece Firmly
Thread milling will be flawless if you hold the workpiece tightly. The risk of vibration is minimal and the chances of getting the right dimensions are high.
For more of this and other machining topics, keep exploring the Aria Manufacturing page.