Like other machining processes, face milling involves a series of steps. This include tool selection, work piece preparation, machine preparation, and so on.
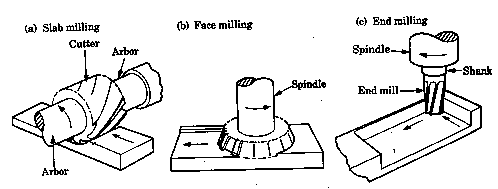
For face milling, the process starts with the selection of the face milling tool and setting it up. Note that there are different types of face milling tools, but we cover that a little later. Typically, the face mill is slightly larger than the surface to be machined so that the milling can be complete in one pass.
After choosing the face mill, the operator secures the work piece on the fixture or milling machine table. This is followed by the positioning of the machine spindle in perpendicular direction to the work piece surface.
The next step in how does face milling work is the cutting action. In this machining operation, the peripheral teeth do the real cutting. As you may have noted, the mill also has teeth on the tip. These teeth are usually for the finishing step. The cutter in face milling has a tip, which touches the part surface during the process.
During the milling process and like other machining processes, cooling the tool and surface takes place. There is also removal of the chips.
In summary, that’s how the face milling process works.