Injection molding is a manufacturing technology for the mass-production of high-precision plastic parts. It is used to produce a wide variety of parts with different shapes and sizes, and is especially well suited for producing high precision parts.
The surface finish of an injection molded part can make or break the quality, marketability or acceptance of the part. It can affect not just the aesthetics of the part, but its physical and mechanical properties, as well as its manufacturability.
Different applications have different requirements for the surface finish of an injection molded part. It is necessary to understand these requirements and the factors that influence them to achieve the required surface finish for the application.
Mold Polishing and Mold Texturing
Mold Polishing
Injection molding is a manufacturing technology for the mass-production of high-precision plastic parts. It is used to produce a wide variety of parts with different shapes and sizes, and is especially well suited for producing high precision parts.
The surface finish of an injection molded part can make or break the quality, marketability or acceptance of the part. It can affect not just the aesthetics of the part, but its physical and mechanical properties, as well as its manufacturability.
Different applications have different requirements for the surface finish of an injection molded part. It is necessary to understand these requirements and the factors that influence them to achieve the required surface finish for the application.
Mold Texture
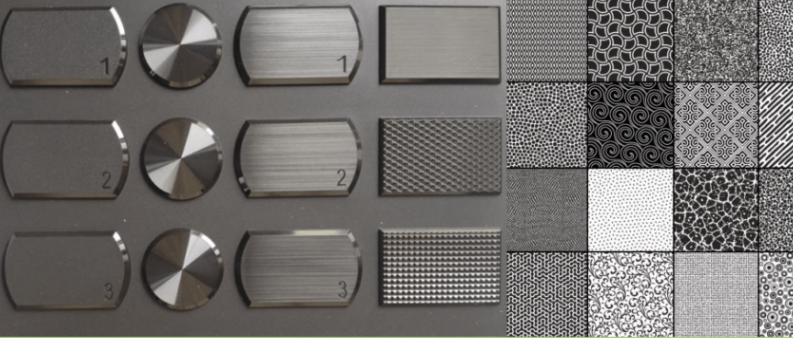
Mold texture is various patterns or textures that are processed on the surface of the mold to achieve a specific surface effect. The mold texture can enhance the friction of the surface of the product, improve the appearance of the texture, and also hide the mold parting line, shrinkage marks and other defects.
Common mold textures include leather, silk, pitting, and so on. Different types and depths of mold texture have different effects on the surface finish quality of injection molding.
For example, a lighter skin texture can make the product have a unique and difficult-to-process appearance without significantly lowering the surface gloss of the product; The deeper mold texture will obviously reduce the surface gloss of the product, but it can create a more three-dimensional and textured effect.
SPI Surface Finish Standard
SPI (Society of the Plastics Industry) surface finish standard is a standard commonly used in the plastics industry to measure the surface quality of injection molding, mainly divided into the following several.
Grade A
This is the best texture for surface finish. The surface has the highest high gloss like a perfect mirror with practically no flaws. It’s used in products that have requirements in appearance, such as the shell of high-end electronic products, optical instrument components, etc. The mold with this type of surface finish usually have to be polished to a high precision, and the process parameters during injection molding have to be strictly controlled.
Document
SPI Grade
Method
Surface Roughness (Ra µm)
A-1
Grade #3, 6000 Grit diamond Buff
0.012 - 0.025
A-2
Grade #6, 3000 Grit Diamond Buff
0.025 - 0.050
A-3
Grade #15, 1200 Grit Diamond Buff
0.050 - 0.100
Grade B
The gloss of the surface is good, with very subtle flaws. Though flaws are difficultly noticeable at normal view distances. This texture is commonly used for some consumer goods, including the housing of household appliances, automotive interior parts, etc., which not only ensures a certain degree of aesthetic, but is also relatively moderate in price and process difficulty.
Document
SPI Grade
Method
Surface Roughness (Ra µm)
B-1
600 Grit Sandpaper
0.05 - 0.10
B-2
400 Grit Sandpaper
0.10 - 0.15
B-3
320 Grit Sandpaper
0.28 - 0.32
Grade C
This texture has a lower gloss than the previous textures. Its surface can exhibit some problem zones. They are often not visible at standard viewing distance, but if you’re looking for a truly top-quality impression, you may want to aim higher.
The texture is often used in applications that aim for a lower degree of quality, e.g. inside components of household appliances.
Document
SPI Grade
Method
Surface Roughness (Ra µm)
C-1
600 Stone
0.35 - 0.40
C-2
400 Stone
0.45 - 0.55
C-3
320 Stone
0.63 - 0.70
Grade D
This is a low grade of surface finish, with very obvious flaws and a low gloss. It is usually applied to products with low appearance requirements, and a focus on functionality – such as certain internal structural parts, or simple disposable plastic products.
Document
SPI Grade
Method
Surface Roughness (Ra µm)
D-1
Dry Blast Glass Bead
0.80 - 1.00
D-2
Dry Blast #240 Oxide
1.00 - 2.80
D-3
Dry Blast #24 Oxide
3.20 - 18.00
VDI Surface Finish Standard
The Verein Deutscher Ingenieure (VDI) surface finish standard is widely adopted in Europe. It uses numbers to indicate different levels of surface finish. Use of the VDI standard is more focused on the quantification of the micro-roughness of the surface.
The smaller the given number, the finer the surface finish. For example, VDI 12 means very fine surface finish, close to a mirror effect; and VDI 60 indicates a more coarsely finished surface. This standard is critical for the accurate depiction and monitoring of surface quality in the mold manufacturing and injection molding industries.
Common VDI Injection Molding Finishes
Document
VDI Value
Method
Surface Roughness (Ra µm)
VDI 12
600 Stone
0.40
VDI 15
400 Ston
0.56
VDI 18
Dry Blast Glass Bead
0.80
VDI 21
Dry Blast # 240 Oxide
1.12
VDI 24
Dry Blast # 240 Oxide
1.60
VDI 27
Dry Blast # 240 Oxide
2.24
VDI 30
Dry Blast # 24 Oxide
3.15
VDI 33
Dry Blast # 24 Oxide
4.50
VDI 36
Dry Blast # 24 Oxide
6.30
VDI 39
Dry Blast # 24 Oxide
9.00
VDI 42
Dry Blast # 24 Oxide
12.50
VDI 45
Dry Blast # 24 Oxide
18.00
Factors Affecting the Surface Finish of Injection Molding
Mold Surface Quality
The accuracy and finish of the machined surface of the mold directly affect the surface quality of the injection molded products. If the surface of the mold has defects, such as scratches and pits, these defects will be transferred to the surface of the injection molded product. High-precision mold processing technologies, like fine polishing after EDM, can greatly improve the finish of the mold surface, and thus improve the surface quality of the injection molded products.
Injection Molding Material
Plastic materials of different types have different fluidity and shrinkage characteristics, potentially leading to different surface finish of the final part. For example, poorly flowing plastics may not completely fill the fine features of the mold during injection molding, resulting in a lack of material or an uneven surface. Moreover, impurities and moisture in the raw material can also lead to surface defects, like bubbles and silver streaks, in the final part.
Document
Grade
Surface
Compatible Materials
A
Glossy
Acrylic, PC
B
Semi-glossy
SABS, HDPE, Nylon, PP, Polystyrene
C
Matte
ABS, HDPE, Nylon, PP, Polystyrene
D
Textured
ABS, HDPE, Nylon, PP, Polystyrene, TPU
Injection Molding Process Parameter
Temperature: including cylinder temperature, mold temperature, etc. The high temperature of the barrel may cause the plastic to decompose and produce gas, thus forming pores on the surface of the product; If the temperature is too low, the plastic fluidity will be poor and the filling effect will be affected.
Pressure: Insufficient injection pressure may cause the plastic to not fully fill the mold cavity, resulting in uneven surface; And too much pressure may cause the product to produce flash, deformation and other problems, affecting the surface quality.
The setting of holding pressure and time will also affect the shrinkage and surface finish of the product, and reasonable holding pressure can compensate for the shrinkage of the plastic in the cooling process, making the surface more flat.
Speed: Too fast injection speed may cause the plastic to produce turbulence in the cavity, resulting in air can not be discharged in time, thus forming bubbles or flow marks on the surface of the product; If the speed is too slow, it may lead to insufficient filling and also affect the surface quality.
Use of release agent
Release agents can help the product come out of the mold smoothly, but if used improperly, such as excessive usage and uneven spread, may leave traces on the product surface and impact the surface finish. It is important to select the suitable release agent and use it strictly according to instructions on dosage and application.