Think about a river that follows a twisting course. It flows beautifully around the bends, but it is thrown off when it abruptly comes to a steep turn.
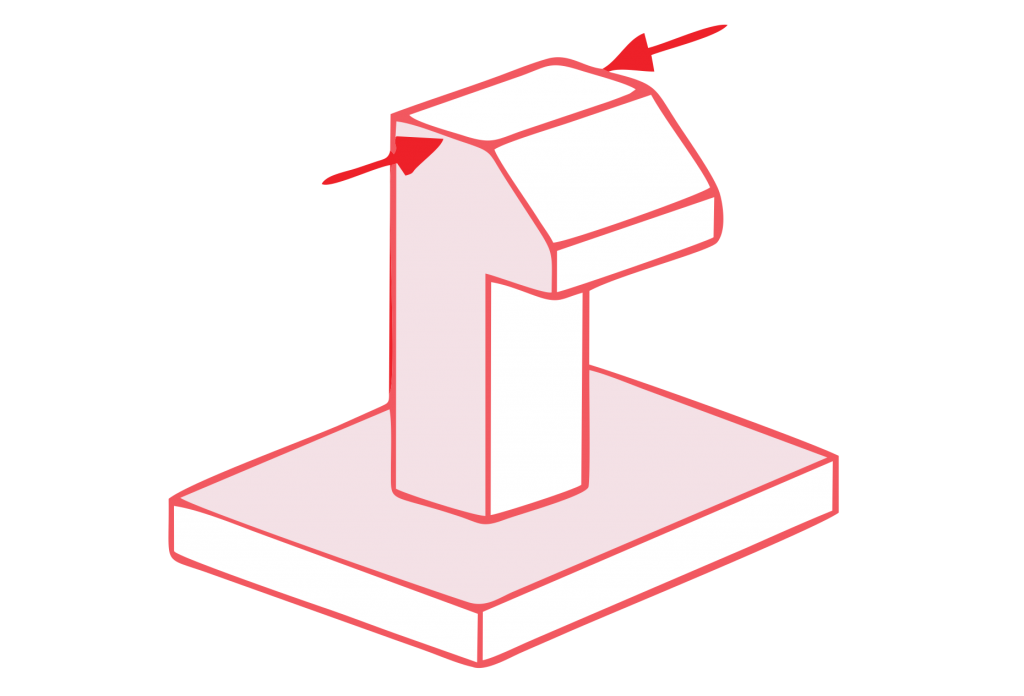
For molten plastic used in injection molding, the same rule applies. Sharp edges can obstruct the plastic’s movement, making it hesitant, sluggish, or even halt. This may result in an imperfect mold fill or the development of unattractive flow lines on the surface of the part.
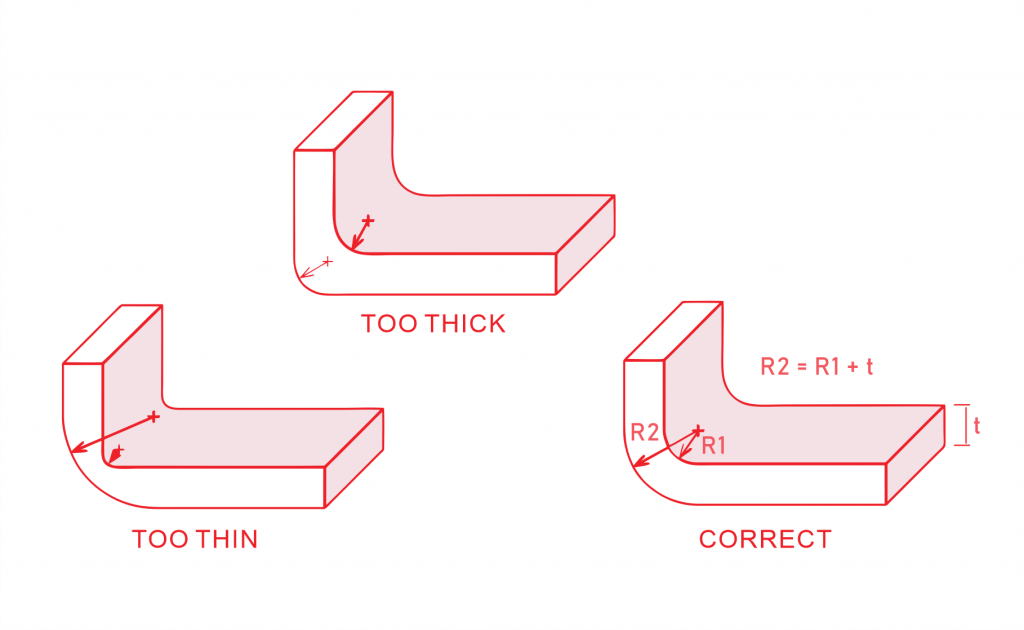
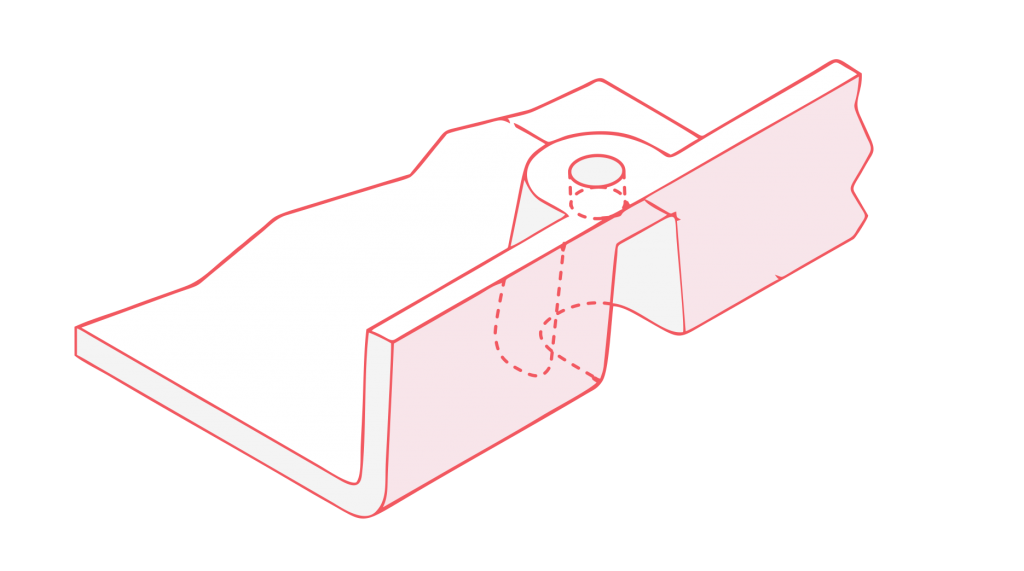
Radiusing sharp corners helps smooth out the transition between surfaces. This improves the flow of plastic during molding. Adding radii also helps distribute stress more evenly, making the part stronger and more resistant to failure.
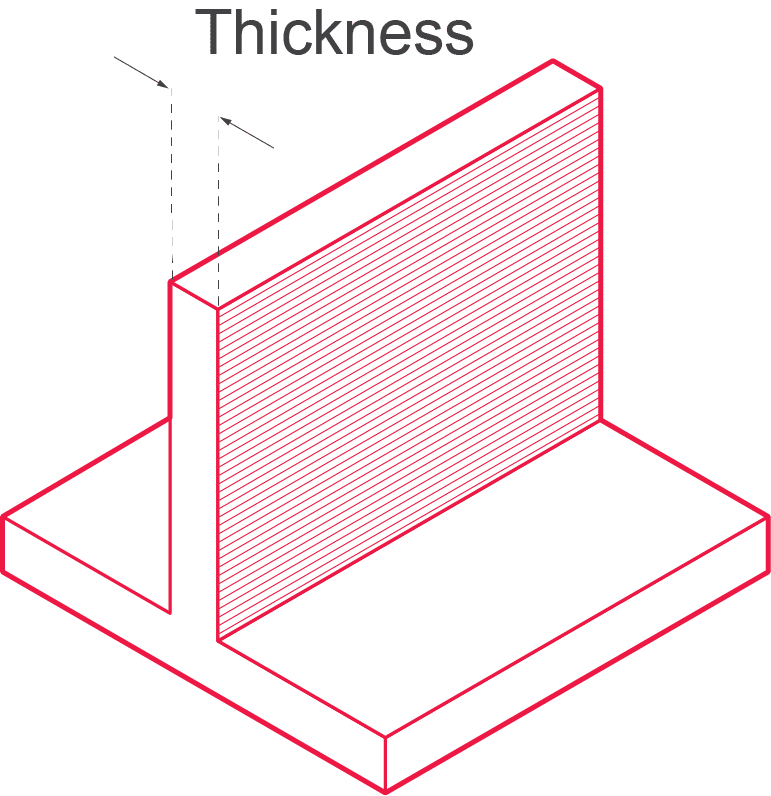
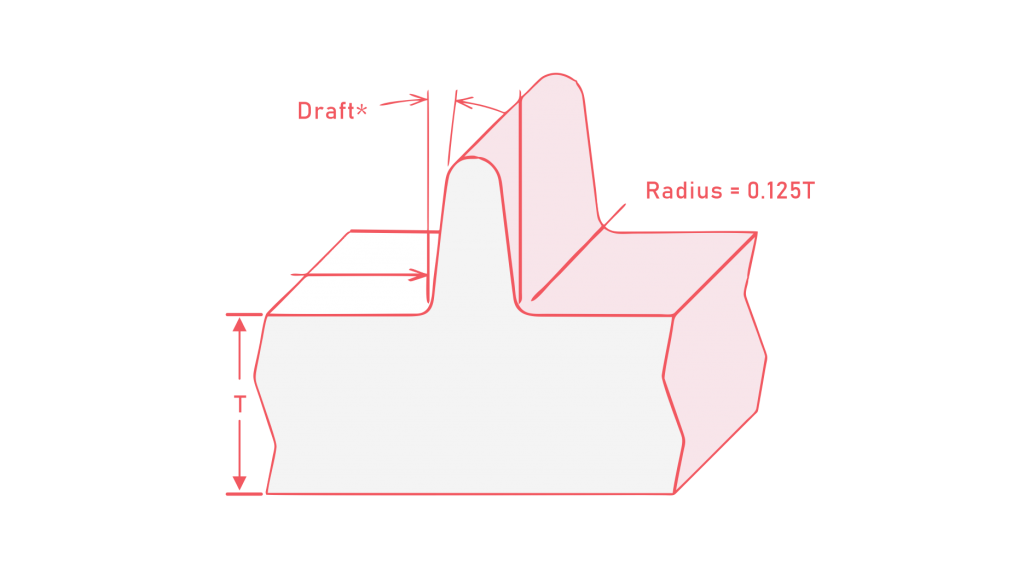
Always use an internal radius that is at least 0.5 times the thickness of the next wall. For external radius, make it thicker than the closest wall by 1.5 times.
In case your design absolutely needs a sharp external edge on the part, the electrical discharge machining (EDM) method is recommended.