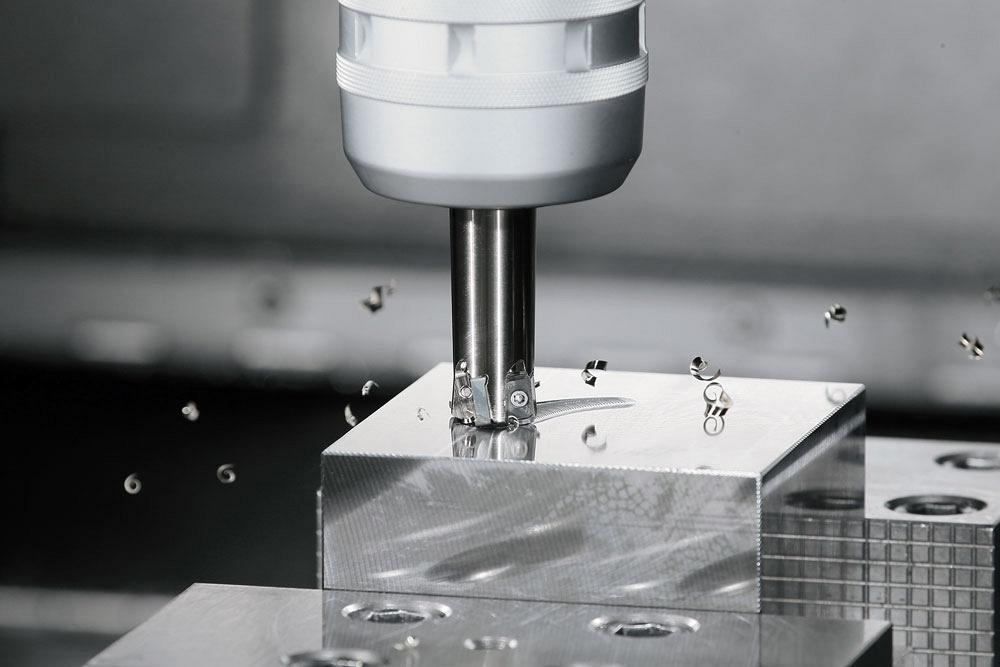
Lastly, one of the most common features found in parts are holes and threaded holes. Considering that screws are one, if not the most, popular method of fastening parts in an assembly holes are everywhere in parts. One might think that drilling a hole into a part using a mill is as simple as plunging the tool vertically to create said hole. However, there are multiple considerations that a designer must make before dimensioning a whole in their part.
Similar to how the size of a part will dictate the size of a fillet in a pocket feature, the diameter of that tool will dictate how small that hole can be. The smaller the hole the harder it will be to machine. This is because a small hole will require a tool with a small diameter. The reduced size of that tool makes it more fragile and prone to breaking while drilling that hole. Which is why for narrow holes a machinist will tend to use thin but short drill bits, this in turn limits the depth of the hole.
The designer needs to find a balance between hole diameter and hole depth that will provide the machinist a feasible cutting scenario. This will reduce the number of tools that could potentially break during machining, and the number of parts that could be scraped from holes out of specification. This also applies to threaded holes since the process to manufacture them is similar in nature.