Design tip:
In order to make sure that the molded part is strong, keep a uniform wall thickness around the hole and stay away from the edges. This is to prevent part cracking or weaknesses in material during assembly.
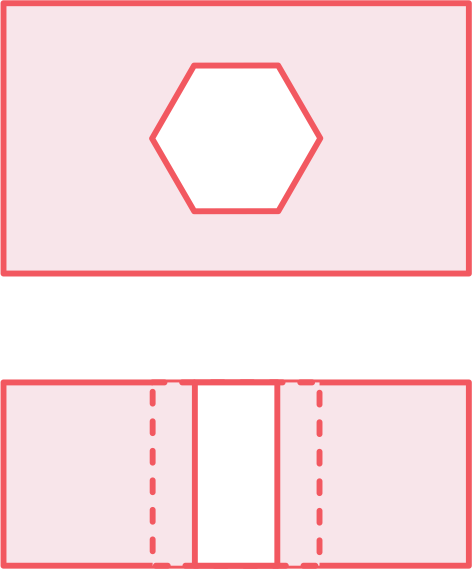
Through holes are to be used in applications that need to be fastened parts together, as they offer an easy way to secure parts to other parts, without drilling holes through the part.
Injection Molding For Through Hole:
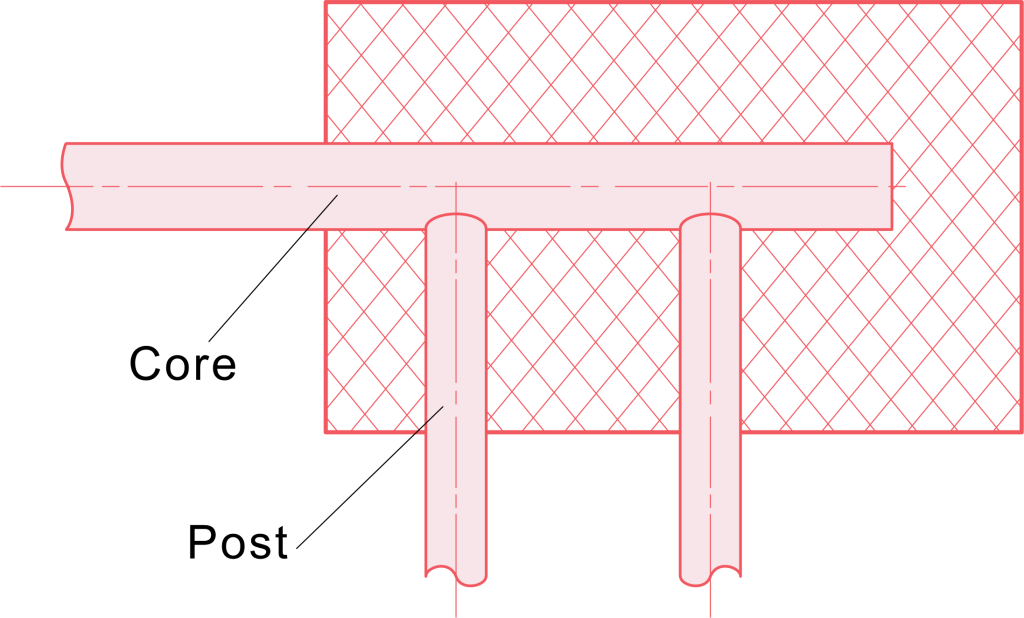
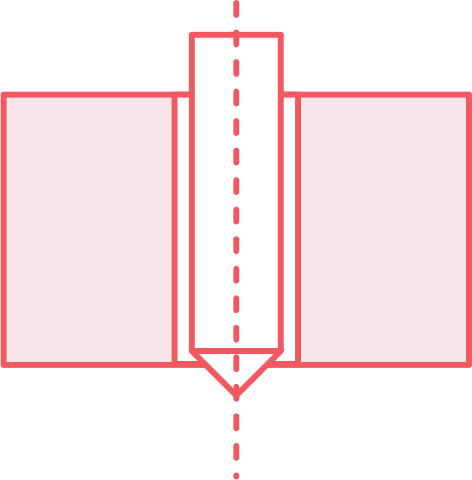
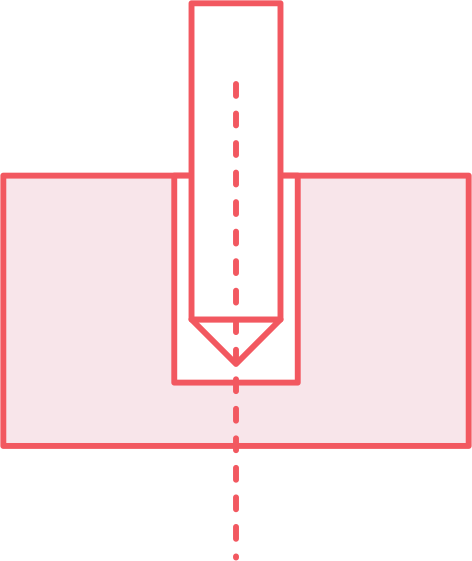
Through holes in injection molding are created by placing core pins into the mold. The role of these core pins is to hold space in the part, as plastic flows around them. When the part is cooled and solidified, the core pin is removed, and a hole is formed.
Core Pin Design:Core pins should be made of tough, heat resistant materials, as they are subjected to high temperatures during injection molding. They must also have precise size and shape, dictated by the dimensions of the finished part.
Mold Design: The location of the hole area in the mold is extremely important. Design engineers must ensure that the holes are not in the line of two mold pieces (parting line). They must also make sure that the plastic flows evenly around the core pin and that no voids are left around the core pin.
Possible problems
1. There is a flash that is not easy to trim at one end of the hole;
2. Because one end of the core is fixed, the core is shaped when the hole is deep
It is also long, and the core is easy to bend and deform.
3. The coaxiality of the two holes is not easy to ensure, and the size of one core should be designed to be 0.5~1mm larger than the other in the design, so that even if the coaxiality between the two axes is slightly different, it will not cause difficulties in installation and use.
4. After a long time of use, the guide part is caused by wear and tear, resulting in overflow at the core and guide hole.