Are you facing issues with screw thread strength and precision in your plastic injection-molded parts? A well-thought-out thread design can make all the difference, ensuring durability, functionality, and smooth assembly for your plastic components.
Thread design is crucial in plastic injection molding because it directly impacts the performance and integrity of threaded parts. A poor design may lead to weak threads, stripping, or difficulties during assembly, while a properly designed thread ensures a stronger, more reliable connection, reducing part failure and manufacturing defects.
When threads are poorly designed, even a strong material can fail under stress. Keep reading to learn about the essential aspects of plastic screw threads to avoid costly mistakes.
Plastic Screw Thread Parameter
When designing plastic screw threads, multiple factors must be considered, such as thread pitch, angle, and depth. These parameters significantly influence the performance and ease of manufacturing of threaded parts.
Thread Pitch: The distance between threads. A higher pitch results in fewer, coarser threads, while a smaller pitch allows for tighter, finer threads.
Thread Angle: The angle between two adjacent thread surfaces. Common thread angles are 60°, ensuring uniformity and strength.
Depth: The distance from the top of the thread crest to the root. Deeper threads provide better grip but increase stress on the plastic.
Helix Angle: This controls how the thread spirals around the core. A steeper angle may be challenging for plastics but aids in fast assembly.
Root and Crest: The root is the lowest point, while the crest is the top. A well-designed balance prevents thread deformation.
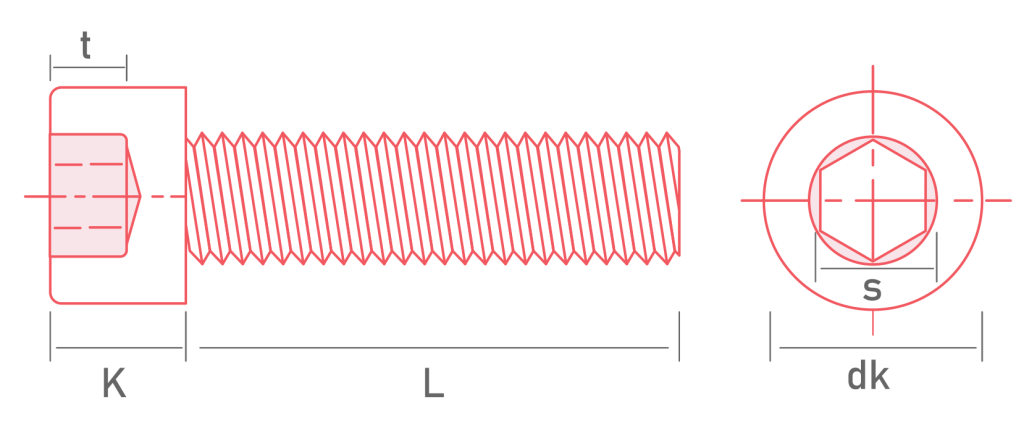
Minor, Pitch, and Major Diameter: Minor diameter refers to the smallest diameter (root), pitch diameter is halfway between major and minor, and major diameter is the crest’s outermost diameter. These measurements ensure the thread fits perfectly with its mating part.
External molded threads: Where the threads are formed on the outside surface of the molded part, are commonly used in caps, closures, and fasteners.
Internal molded threads: Internal molded threads are threads formed inside a molded plastic or metal part, allowing it to be screwed onto a corresponding external thread for secure assembly without requiring post-molding threading.
The Turn of The Plastic Thread
The turn or direction of a screw thread determines how it tightens or loosens during assembly.
Left-Hand Thread: These are tightened by rotating counterclockwise and are used when the rotation of the mating parts could cause accidental loosening with a right-hand thread.
Right-Hand Thread: The most common type, which tightens when rotated clockwise.
Manufacturing Method of Plastic Screw Thread
Machining:
After Injection molding, threads are machined onto the part. This method offers high precision but can increase costs. this proces inlcuding tap machining, milling and turnining.
Tap Machining: Internal threads are created using a tapping process, ideal for prototyping and low-volume production.
Milling: External threads are often created through milling, though this is less common for plastics.
Turning: A turning lathe is used to shape the plastic part and create threads.
Injection Molding:
Directly molds threads into the plastic part during production, perfect for large-scale production.
The use of mold threaded core
In the design, the entrance of the internal thread should be designed with a threaded concave table to prevent the first thread is damaged or tripping. The diameter of the concave table is greater than the diameter and height of the inner thread greater than 0.5mm. The end of the internal thread has an unthreaded cylinder with a diameter slightly smaller than that of the internal screw grain inside diameter.
Use the mold thread ring
The head of the external thread has a non-threaded cylinder with a diameter equal to the internal diameter of the external thread, which is designed to prevent the first thread from being hurt or tripping. The height of the unthreaded cylinder is greater than 0.5mm.
The bottom of the thread has a convex, convex diameter is slightly larger than the diameter of the external thread, convex height is less than 0.75mm.
Use a split mold
The advantage of this method is that the mold structure is simple and the operation is convenient, the main problem is that it is difficult to remove the flash on the thread, and the parting marks on the product will affect the thread assembly. General thermosetting plastics should not be used.
Insert Molding:
Inserts a pre-made metal thread into the plastic during the molding process, providing superior strength for load-bearing applications.
Types Of Plastic Thread
Thread type is critical in determining the strength, durability, and functionality of plastic fasteners or components. each thread type has unique characteristics that make it suitable for various purposes. Understanding these differences can help ensure that your components perform as expected in their intended applications.
Standard Thread
According to its tooth shape characteristics, the square thread is suitable for occasions where the connection strength of plastic products is higher, such as the connection thread of plastic pipe fittings.
Trapezoidal Thread
Trapezoidal thread also has the characteristics of high connection strength, but its forming or turning processing is easier than square thread, which is suitable for occasions where the connection strength of plastic products is higher, and the plastic centrifugal pump pump shell forming internal thread is used in this structure.
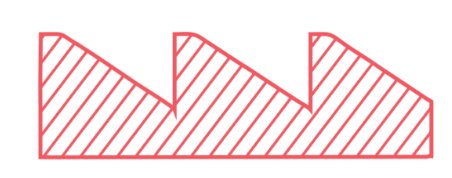
Serrated Thread
This thread form is suitable for plastic products to transfer one-way power or one-way force connection occasions, such as toothpaste tube plastic cap thread, fuel gun plastic cap thread.
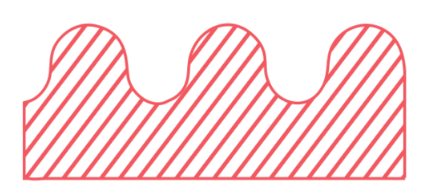
Circular arc Thread
Circular arc thread is often used for the thread at the mouth of glass bottles, and the matching plastic bottle cap also uses circular arc thread. This threaded form has no local stress concentration at the root, and the mouth and cap are easily tightened or loosened.
"V" Thread
“V” type thread because the root is an acute Angle, it is easy to produce stress concentration here, so “V” type thread is rarely used in plastic products, only plastic pipe fittings connected with metal pipes use this thread form.
Design Points Of Injection Molding Screw Threads
Designing screw threads for plastic injection molding requires careful consideration of several key factors. Failure to optimize the design can lead to common issues like thread stripping, difficulty in demolding, or poor fit with mating parts.
Below are essential design points to help ensure that your injection-molded threads are strong, functional, and easy to produce.
The strength of molded thread is poor, and it is generally appropriate to design coarse thread.
The precision of molded thread is not high, generally lower than GB 3.
To reduce the accumulated pitch error, the length of the thread fit should be less than 1.5 to 2 times the diameter.
The diameter of the external thread shall not be less than 4mm, the diameter of the internal thread shall not be less than 2mm, and the pitch shall not be less
Less than 0.7mm.
The start and end of the molded thread can not be designed to withdraw the tool groove, and should not use the transition cone structure.
The thread end has a non-thread area greater than 0.2~0.8mm to prevent thread cracking and deformation.
To improve the thread strength and make the mold structure simple.
When high strength is required, metal inserts are used.
Tap thread is used when disassembly is infrequent and the fastening force is not strong.
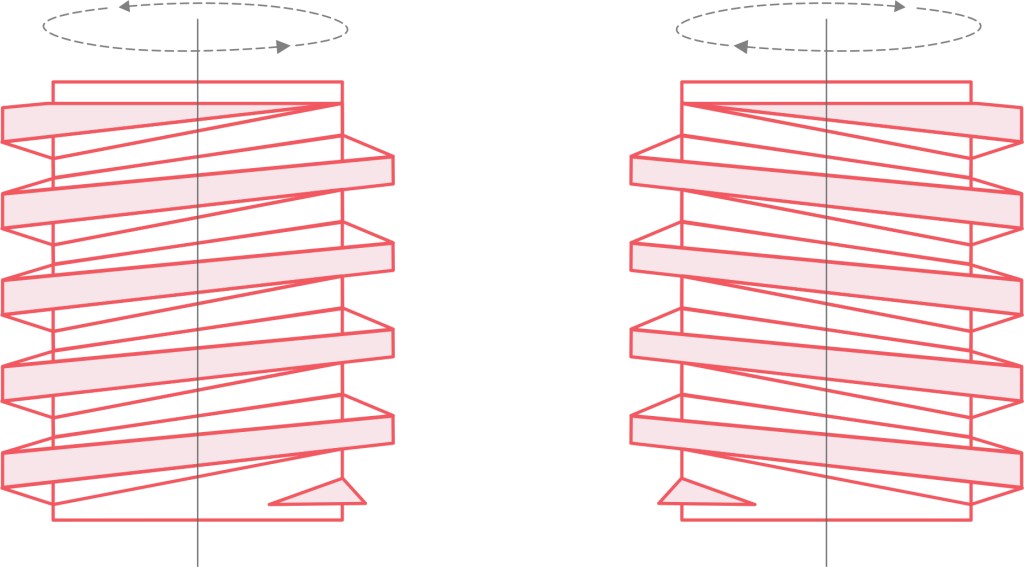
When there are two threads before and after the same threaded core (or ring), the two threads should be rotated in the same direction and the pitch is equal, otherwise the plastic parts cannot be unscrewed from the threaded core (or ring), as shown in figure (a).
When the pitch is not equal or the rotation direction is not the same, it is necessary to use two sections of the core (or ring) together, after forming the segment unscrew, as shown in figure (b).
What Are the Best Practices for Designing Screw Threads in Plastic?
Designing screw threads in plastic requires special consideration due to the material’s distinct properties, such as flexibility, lower tensile strength, and susceptibility to stress cracking. Below are the best practices to ensure that your plastic threads are strong, durable, and reliable for the intended application.
1. Choose the Right Thread Type and Profile
“V” threads are generally preferred for plastic parts due to their strength and ease of molding, while square or trapezoidal threads are ideal for load-bearing applications requiring high durability.
2. Add Draft Angles for Easy Demolding
A 1° to 2° draft angle on the thread profile aids in easy removal from the mold, preventing thread damage during demolding.
3. Round the Crest and Root
Rounded crests and roots help to reduce stress concentrations, which prevents cracking and ensures a more durable thread design.
4. Optimize Wall Thickness Around Threads
Ensure that the wall thickness surrounding the threads is at least equal to the thread depth, or ideally 1.5 times the minor diameter of the thread, to provide adequate support.
5. Select an Appropriate Pitch and Depth
Choose a thread pitch that balances holding power and manufacturability, and ensure the depth provides sufficient engagement without weakening the part.
In plastic threads, finer pitches can provide better holding strength, but they may be harder to mold accurately. For general-purpose use, aim for a thread depth that allows full engagement without compromising the part’s integrity, typically 0.6–0.75 times the nominal diameter.
6. Consider Insert Molding for High-Stress Threads
For applications that demand high strength, metal inserts can provide reinforced threads that are more resistant to wear, stripping, and repeated use.
7. Use Self-Locking Threads for Vibration Resistance
Self-locking threads, such as serrated or tapered designs, increase the friction between mating parts, reducing the chance of loosening under vibration. This is especially useful for parts exposed to dynamic loads, such as automotive and electronic components.