When it comes to machining, the geometry of a cutting tool plays a crucial role in determining efficiency, precision, and tool life. One of the most significant aspects of tool geometry is the rake angle, which directly impacts cutting resistance, chip formation, power consumption, and the final surface finish of a workpiece. Selecting the right rake angle is essential for optimizing machining processes, ensuring high-quality cuts, and extending tool longevity.
This guide will explain the concept of rake angle in CNC machining, discuss the different types—positive, neutral, and negative—and outline their respective advantages and disadvantages. Additionally, we will explore how rake angle affects surface finish and the key differences between rake angle and clearance angle.
What Is the Rake Angle for CNC Machining?
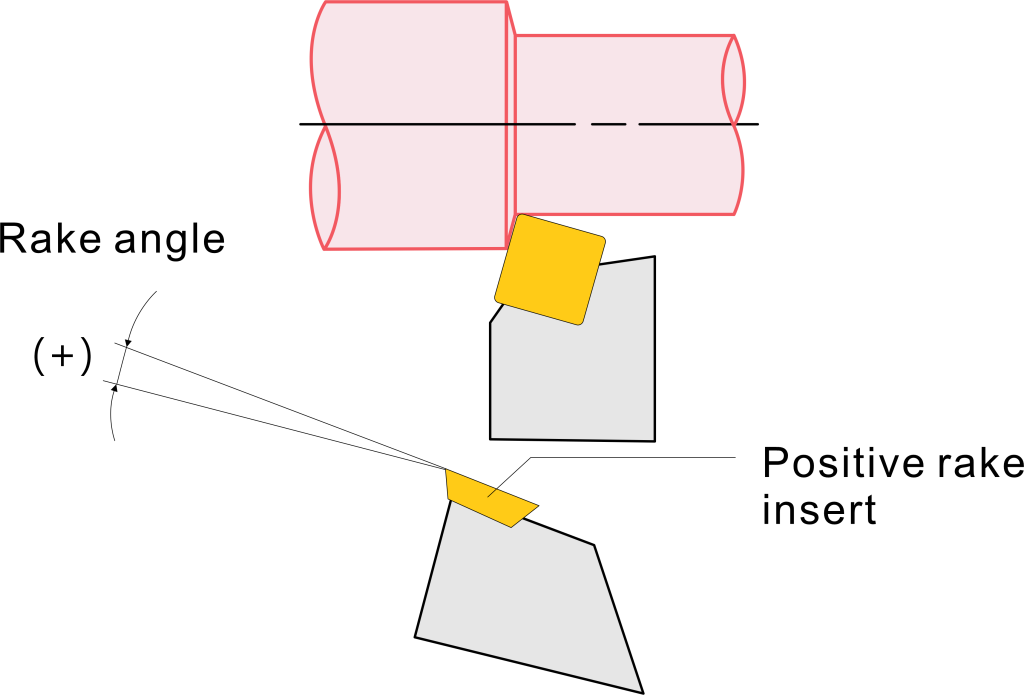
In CNC machining, the rake angle is the angle formed between the cutting tool’s face (the surface where the chip flows) and a perpendicular line to the cutting direction. This angle determines how the cutting tool interacts with the material, influencing factors such as chip flow, cutting force, and heat generation.
Rake angles are generally classified into three categories:
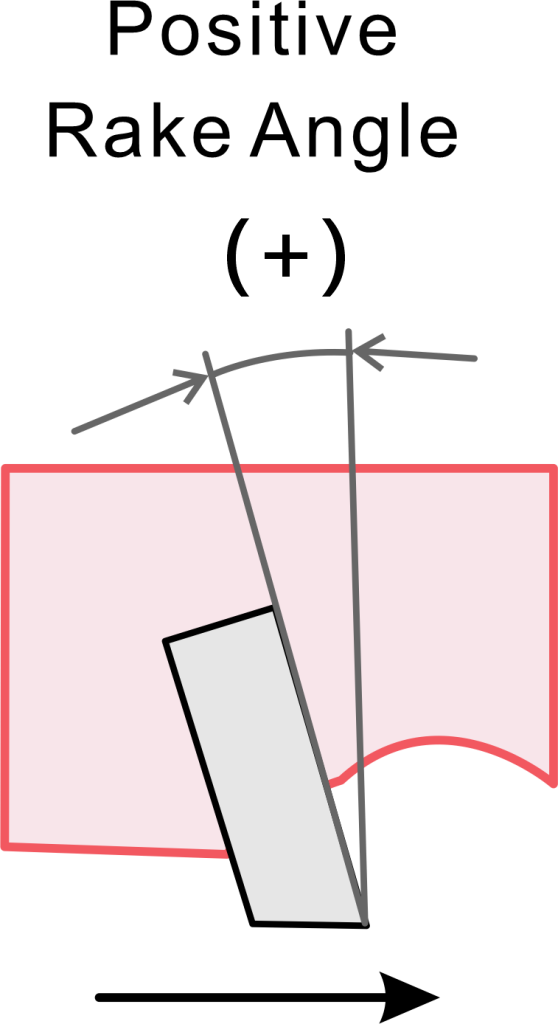
Positive Rake Angle– The tool face is tilted forward towards the direction of the cut, leading to a sharper cutting edge.
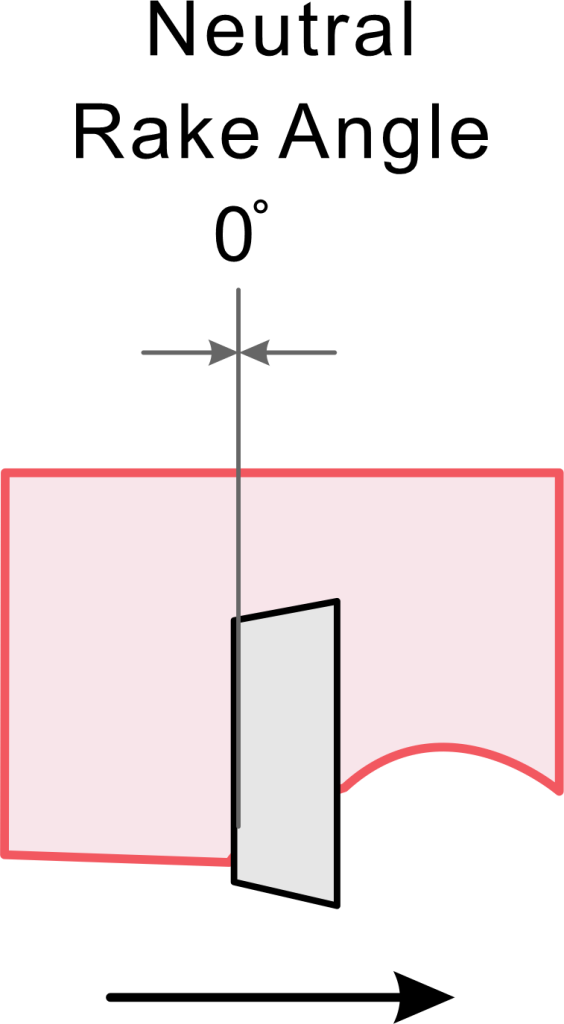
Neutral Rake Angle– The cutting face is perpendicular to the feed direction, neither forward nor backward.
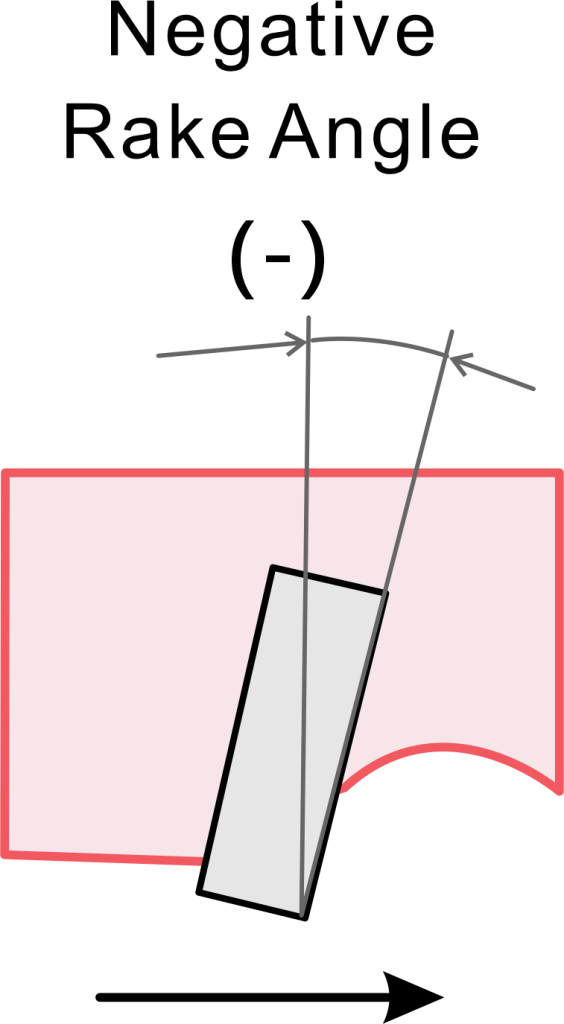
Negative Rake Angle– The tool face is angled away from the cutting direction, providing a more robust cutting edge.
Choosing the right rake angle depends on the material being cut, the type of machining operation, and the desired surface quality. Each type has unique benefits and trade-offs, which we will explore in the following sections.
Positive Rake Angle
A positive rake angle is characterized by a forward-leaning cutting face, which results in a sharp cutting edge. This configuration is particularly beneficial for cutting softer, more ductile materials such as aluminum, copper, and low-carbon steel. It allows for efficient shearing, making the cutting process smoother and requiring less force.
Advantages of Positive Rake Angle
Improved Chip Evacuation– Chips are directed away from the cutting zone, reducing the risk of chip entanglement and improving tool life.
Lower Cutting Forces– Since the tool edge is sharper, it requires less power to cut through materials, resulting in lower energy consumption.
Better Surface Finish– The reduced cutting resistance minimizes tool marks, leading to a smoother final product.
Less Heat Generation– Lower cutting forces lead to decreased friction, reducing thermal damage to the tool and workpiece.
High Material Removal Rate (MRR)– The sharp cutting edge enables higher feeds and speeds, increasing productivity.
Disadvantages of Positive Rake Angle
Reduced Tool Strength– The sharper edge has less material supporting it, making it more prone to chipping and wear.
Poor Chip Control– Continuous chips tend to form, which can be difficult to break and manage, potentially affecting process efficiency.
Limited Suitability for Hard Materials– Harder materials exert greater force on the tool edge, increasing wear and shortening tool life.
Negative Rake Angle
A negative rake angle features a cutting face that angles away from the cutting direction. This configuration creates a stronger cutting edge that is ideal for harder, more brittle materials such as high-carbon steel and cast iron. The tool engages with the material using a combination of compression and shearing, allowing for improved durability and wear resistance.
Advantages of Negative Rake Angle
Increased Tool Strength– The reinforced cutting edge is more resistant to chipping and wear, extending tool life.
Better for Hard Materials– Negative rake angles can withstand the forces required to cut tough, brittle materials.
Improved Chip Breakage– The cutting action produces smaller, more manageable chips that reduce machining disruptions.
Greater Durability– The robust tool geometry allows for extended cutting operations without frequent tool changes.
Disadvantages of Negative Rake Angle
Higher Cutting Forces– More power is needed to drive the tool through the material, increasing energy consumption.
Greater Heat Generation– The increased cutting resistance produces more heat, which can lead to tool wear and thermal damage to the workpiece.
Lower Efficiency for Ductile Materials– The increased force requirement may deform softer materials rather than efficiently cutting them.
Neutral Rake Angle
A neutral rake angle occurs when the cutting face is perpendicular to the feed direction. It represents a middle ground between positive and negative rake angles, making it a versatile option in machining applications.
Advantages of Neutral Rake Angle
Ease of Manufacturing– The simpler geometry makes these tools easier and more cost-effective to produce.
Balanced Cutting Forces– Offers moderate cutting resistance, making it a suitable choice for general-purpose machining.
Easier to Sharpen– The straightforward design simplifies re-sharpening and tool maintenance.
Disadvantages of Neutral Rake Angle
Limited Performance in Extreme Conditions– May not provide the best results for either extremely hard or very soft materials.
Potential Chip Evacuation Issues– Chips are not directed as effectively as in positive rake angle tools, potentially affecting machining efficiency.
What is the Effect of Rake Angle on Surface Finish?
The rake angle directly impacts the quality of the finished surface in CNC machining. A positive rake angle generally leads to a better surface finish due to its lower cutting forces and reduced tool deflection. It produces fine, continuous chips that leave behind a smoother surface.
Conversely, a negative rake angle can sometimes create rougher surfaces due to increased cutting pressure and heat generation. While it is excellent for tool longevity and cutting hard materials, it can leave behind more noticeable tool marks.
For high-precision finishing operations, machinists often choose tools with a positive rake angle to achieve a polished surface. However, when cutting harder materials that require more tool strength, a negative rake angle may be necessary despite its potential impact on surface quality.
The Difference Between Rake Angle and Clearance Angle
Rake Angle
Clearance Angle
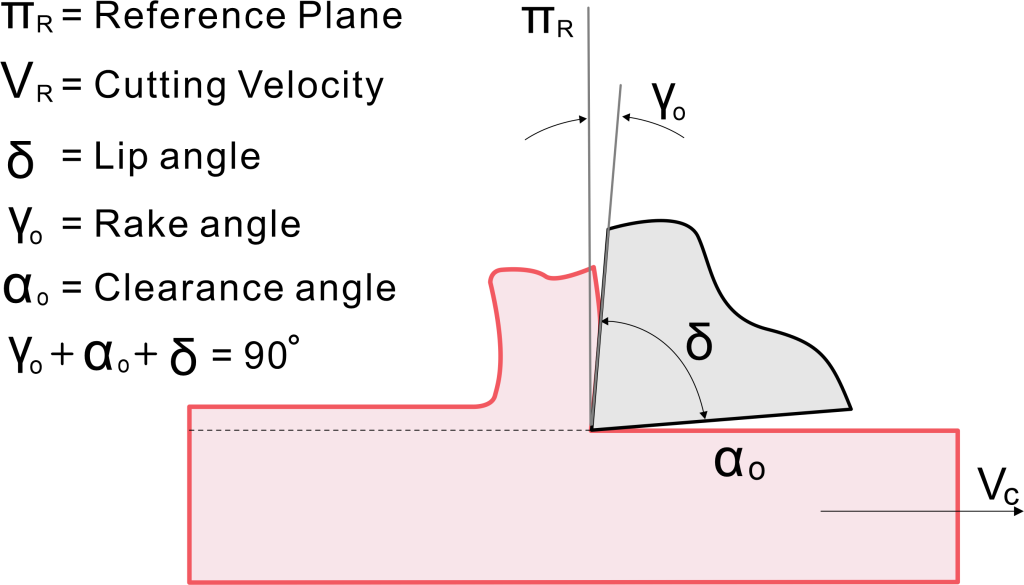
Rake angle is the angle between the rake surface and the reference plane as measured on another plane.
Clearance angle is the angle between the flank surface and the cutting velocity as measured on another plane.
Rake angle indicates orientation of rake surface of the cutting tool.
Clearance angle indicates inclination of fank surface of the cutting tool.
A cutter may have positive, negative or zero rake angle.Typically its value ranges from -15° to +15°.
Clearance angle is always positive (it cannot be zero or negative). Typically its value ranges from +3° to +15°.
Rake angle influences the extent of shear deformation of chip and also determines chip fow direction.
Clearance angle has no direct influence on shear deformation of chip and its flow direction.
To some extent, rake angle influences cutting force and power consumption during machining.
Clearance angle no influence on cutting force and power consumption.
The rake angle and clearance angle are often confused but serve distinct purposes in machining:
Rake Angle– Determines how the cutting tool engages with the workpiece and affects cutting efficiency, chip formation, and power consumption.
Clearance Angle– Ensures that the tool’s flank does not rub against the workpiece, preventing friction and unwanted tool wear.
While the rake angle influences cutting action, the clearance angle is essential for reducing tool wear and maintaining precision. If the clearance angle is too small, excessive friction can occur, leading to poor surface finish and premature tool failure. Conversely, if it is too large, the cutting edge may weaken, increasing the risk of tool breakage.
Conclusion
Selecting the appropriate rake angle is crucial for achieving optimal machining performance. Whether using a positive, neutral, or negative rake angle, each configuration has its own set of benefits and limitations. Understanding these differences allows machinists to make informed decisions that balance efficiency, tool longevity, and surface finish quality.
By carefully considering the material type, machining strategy, and machine capabilities, manufacturers can improve cutting precision, reduce tool wear, and enhance overall productivity in CNC machining applications.