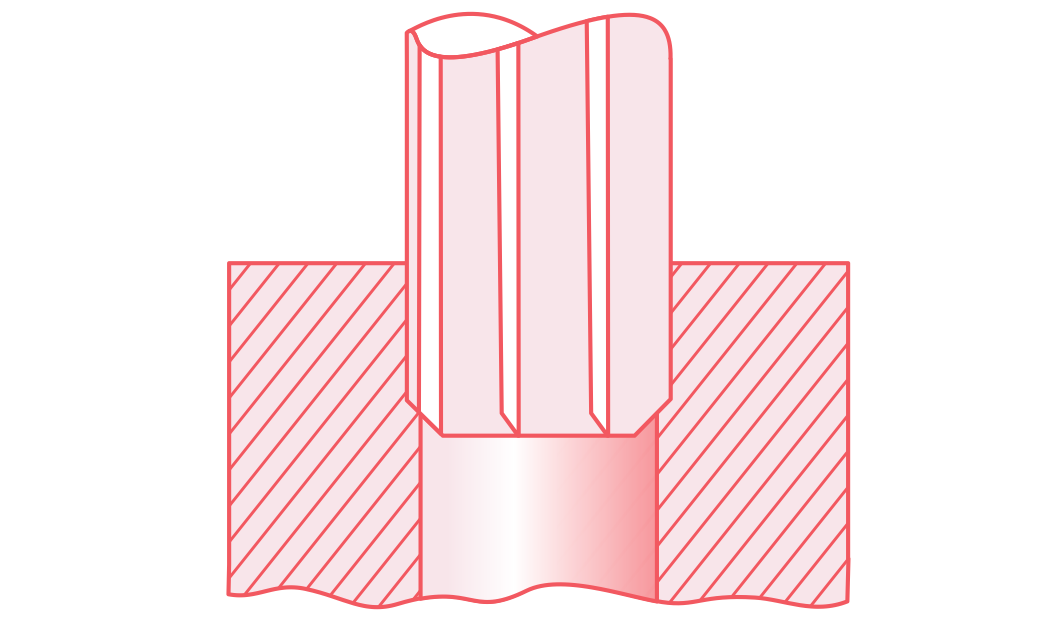
Thanks to its combined hole sizing, finishing and straightening abilities, reaming creates holes that mate perfectly with pins, shafts and other cylindrical parts that must fit or slide smoothly inside them. The ultra-precise dimensions ensure just the right amount of clearance or interference is present to give an ideal slip fit or slight press fit.
Too loose, and the mating part will rattle around undesirably. Too tight, and assembly becomes difficult if not impossible.
Reaming hits the narrow tolerance “sweet spot” in between that ensures easy assembly yet with no slop or play once mated components are joined. This gives reamed holes the ability to retain shafts and pins with a secure, wobble-free fit while still permitting smooth insertion and removal.
Such precision mating between reamed holes and pins/shafts is simply not possible otherwise. It makes reaming an essential preparation step whenever cylindrical parts must fit accurately within holes.
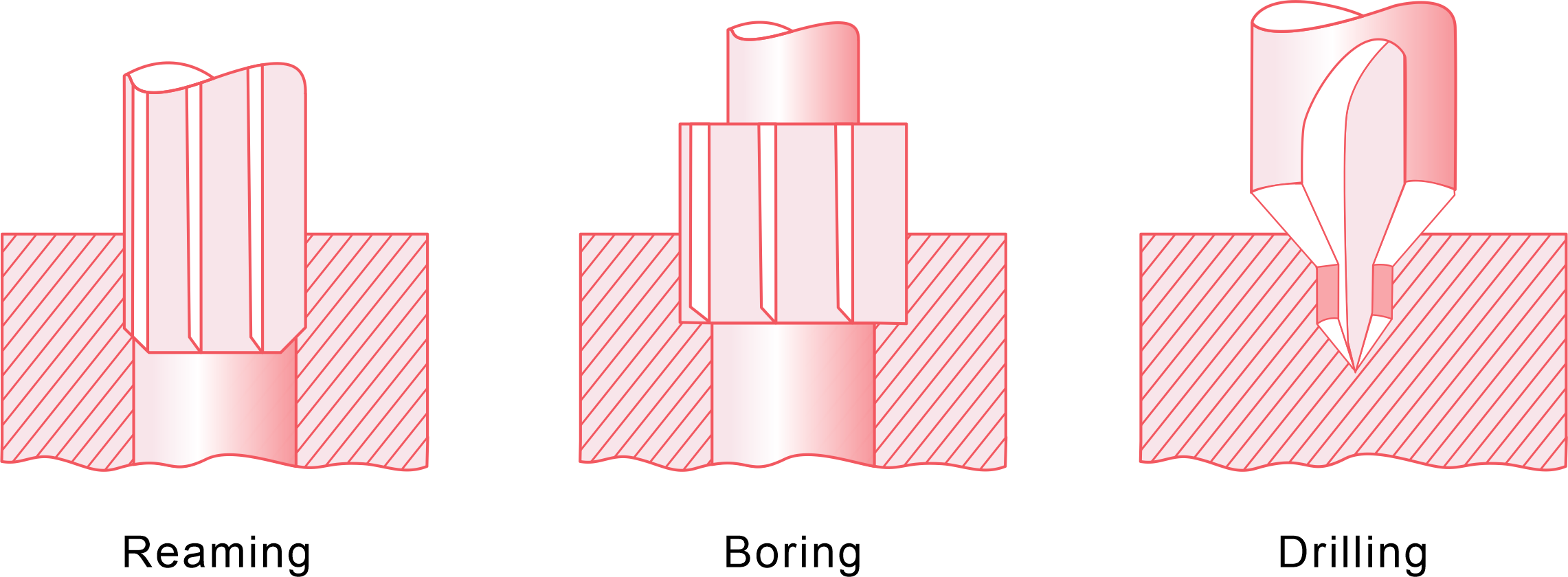
Overall, the purpose of reaming is to improve precision, accuracy and surface finish beyond what can be achieved in regular drilling.