When designing molds, dies, and complex internal shapes, electrical discharge machining (EDM) is the manufacturing process that can make the closest 1:1 replication of the original part design.
In precision manufacturing, Sinker EDM—also known as Plunge EDM, volume EDM, Die Sinking EDM, or Ram EDM—is a vital process for creating challenging shapes and highly precise cavities in hardened materials.
In this guide, you’ll learn how sinker edm produces highly accurate parts, important factors in discharge machining and design tips.
What Is Electrical Discharge Machining (EDM)?
Electrical Discharge Machining (EDM) is a subtractive machining process that uses tiny electrical sparks to vaporize material or melt metal submerged in dielectric fluid. Essentially, the spark temperature is so high, that tiny metal bits melt away from the piece, cutting through the material.
EDM technology relies on no contact between the conductive electrode and the workpiece being cut. Then how does EDM cut?
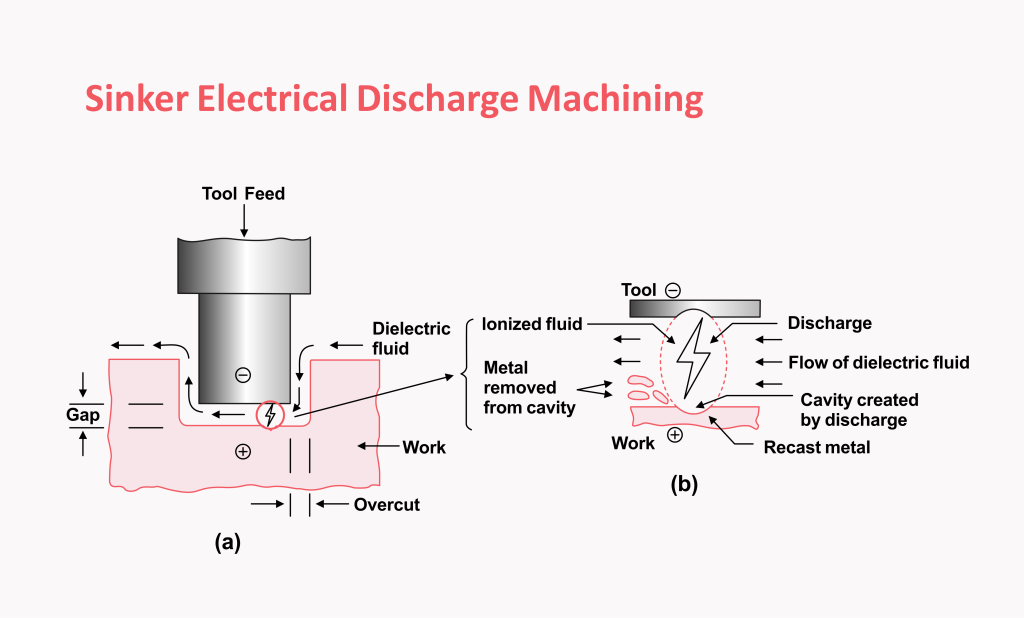
In electrical discharge machining, a voltage is applied between the electrode (cutter) and the workpiece, at a certain voltage, the dielectric fluid breaks, ionizing itself, creating sparks at 10,000° removing tiny particles that are flushed away from the spark zone.
This results in extremely tight tolerances in parts, which when pieced together often appear uncut.
What Is Sinker EDM?
Sinker EDM gets its name from the fact that the electrode is “sunk” into the fluid where it cuts the desired shape. Sinker EDM utilizes a negative shape impression of the design being cut.
The electrode is shaped as the inverse of the desired cavity. When this electrode is sunk into the fluid and comes close enough to the workpiece, it erodes the material in the desired shape.
Sinker EDM VS Wire EDM
Wire edm is a precise cutting process that uses a thin, electrically charged wire to erode material and create intricate shapes in electrically conductive materials.
Submerged in deionized water, the wire cuts through the workpiece without contact, ensuring burr-free edges and preventing deformation.
Sinker EDM and Wire EDM are two popular forms of Electrical Discharge Machining (EDM), each suited to different applications. Here’s how they compare:
1. Process
In the sinker EDM process a shaped tool (often made of copper or graphite) to create intricate cavities or forms in the material. The electrode is submerged in a dielectric liquid, and the material is removed via electrical discharges.
Wire EDM process: Uses a thin, continuously fed wire (usually brass) as the electrode to cut through the material. The wire and workpiece are submerged in deionized water, which acts as the dielectric liquid.
2. Cutting Technique
Sinker electrical discharge machining is suitable for making various parts with
Blind cavities: Machining enclosed spaces that do not pass through the workpiece.
Sharp corners: Creating precise, angular features with high accuracy.
Complex shapes: Producing intricate geometries in hardened materials.
Sinker EDM is particularly useful for making sharp inside corners and deep ribs in parts.
On the other hand, Wire EDM is suitable for
Through cuts: Precisely slicing through the entire thickness of a workpiece.
Thin walls: Cutting delicate features without deformation.
Complex profiles: Creating intricate 2D and 3D shapes with smooth finishes.
Wire EDM often achieves better surface finishes compared to conventional machining due to the non-contact cutting process.
3. Material Removal
Sinker EDM: Removes material by “sinking” the electrode into the workpiece. It’s great for machining hard metals and creating tight-tolerance cavities.
Wire EDM: Cuts material by slicing through it with the wire, leaving a precise and smooth edge.
4. Surface Finish and Accuracy
Sinker EDM: Removes material by “sinking” the electrode into the workpiece–it’s also called cavity edm. It’s great for machining hard metals and creating precise cavities.
Wire EDM: Cuts material by slicing through it with the wire, leaving a precise and smooth edge.
5. Key Differences in Use
Document
Feature
Sinker EDM
Wire EDM
Tool
Shaped electrode
Thin wire
Best for
Cavities, blind holes, molds
Cutting through parts
Dielectric fluid
Hydrocarbon oil
Deionized water
Common materials
Hardened steel, tungsten carbide
Tool steel, conductive metals
Shape capability
Complex 3D cavities
Precise 2D and 3D profiles
6. Choosing between Sinker and Wire EDM machines
Use Sinker EDM for parts requiring intricate cavities, sharp corners, or blind holes.
Use Wire EDM for cut-through shapes, thin walls, or complex part outlines.
Both processes are essential for machining hard materials and achieving tight tolerances, making them valuable tools in industries like aerospace, automotive, and mold manufacturing.
Benefits of Sinker EDM Machining
High Precision: Enables machining with tight tolerances, making it ideal for intricate components.
Hard Material Capability: Can machine hardened steel, tungsten carbide, and other challenging materials.
Complex Geometries: Excels in creating blind cavities, sharp inside corners, and intricate shapes.
No Physical Contact: Minimizes risks of part deformation during machining.
Wide Applications: Suitable for dies, molds, and aerospace components.
Limitations of Sinker EDM Machining
Slower Process: Machining time is longer compared to conventional methods.
Electrode Wear: Frequent replacement of electrodes due to wear.
Higher Costs: Operational expenses include dielectric fluids and maintenance.
Material Constraints: Limited to electrically conductive materials.
Choosing the Right Sinker EDM Machine
Selecting the right Sinker EDM machine depends on your specific machining needs. Consider the following factors:
Material Compatibility: Ensure the machine can handle hardened materials like tool steel or tungsten carbide.
Precision and Tolerance: Look for machines capable of achieving the tight tolerances and intricate details your projects require.
Electrode Options: Choose machines that support versatile electrode materials like graphite, copper, and tungsten.
Dielectric Fluid Management: Check for efficient systems to maintain dielectric fluid quality and control metal debris.
Advanced Features: Consider automation, multi-axis capabilities, and software for programming complex shapes.
Choosing a machine tailored to your applications ensures high precision, efficiency, and reliable performance in the EDM machining process.
Applications of Sinker EDM Machining
Mold and Die Manufacturing: Dies sinking edm can create injection molds, stamping dies, and die-casting molds with extreme precision in hard materials such as tungsten carbide.
Aerospace Industry: Machines sharp corners, intricate cavities, and irregular shapes in hard materials like superalloys for components such as turbine blades and engine parts.
Medical Device Production: Produces surgical instruments, implants, and precision components requiring extreme accuracy and fine details.
Automotive Industry: Crafts dies, molds, and high-performance parts like gears and engine components with complex geometries.
Applications of Wire EDM Machining
Cutting Thick Plates: Wire EDM is ideal for slicing through very thick plates of hard metal with precision and minimal effort.
Machining Aerospace and Automotive Parts: Wire EDM excels at producing complex, high-precision components for aerospace and automotive industries without causing part deformation.
Manufacturing Medical and Dental Devices: It ensures burr-free, precise machining for delicate medical instruments and dental devices, where cleanliness and accuracy are crucial.
Fabricating Graphite Electrodes: Wire EDM is used to cut graphite electrodes for Sinker EDM, ensuring exact dimensions and a smooth surface finish.
Materials and Manufacturing Considerations
Sinker EDM is best suited for electrically conductive materials like tool steel, hardened steel, and tungsten carbide, commonly used for molds, dies, and complex parts.
Electrode materials such as graphite, copper, and tungsten are chosen based on the precision and surface finish required, with graphite being cost-effective and copper providing superior finishes.
Proper management of dielectric fluid, typically hydrocarbon oil, is essential to cool the process, prevent short circuits, and flush metal debris. Additionally, optimizing the electrode design and using advanced EDM machines ensures efficiency, reduces tool wear, and improves machining of intricate geometries.
Alternatives to Sinker EDM Machine
While Sinker EDM is excellent for machining complex cavities and hardened materials, alternatives like Wire EDM, CNC milling, and laser machining may be better suited for specific applications.
Wire EDM excels in cutting thin walls and through shapes with precision, while CNC milling is effective for machining softer materials or when faster production is needed.
Laser machining offers high-speed processing for intricate details in thin materials but may lack the accuracy of EDM for deep cavities. The choice depends on material properties, part complexity, and the required precision.
Conclusion
Sinker EDM is a powerful machining process that enables the creation of complex cavities, intricate parts, and high-precision components in electrically conductive materials. It is drastically different from conventional machining using CNC.
Its ability to handle hardened materials and achieve high precision makes it indispensable in industries like aerospace, automotive, and mold manufacturing.
While alternatives like Wire EDM and CNC milling exist, Sinker EDM remains the preferred choice for machining intricate features in challenging applications, ensuring exceptional accuracy and performance.
FAQs
What is a sinker EDM?
Sinker EDM is a machining process that uses a shaped electrode and spark erosion to create intricate cavities in electrically conductive materials.
What is the difference between wire and sinker EDM?
Wire EDM cuts through materials using a thin wire, while sinker EDM creates cavities using a shaped electrode.
What are three types of EDM?
The three types of EDM are Sinker EDM, Wire EDM, and Hole Drilling EDM.
What material is used for sinker EDM electrodes?
Common electrode materials for sinker EDM are graphite, copper, and tungsten.
What is a sinker EDM machine?
A sinker EDM machine is a tool that uses electrical discharges and a shaped electrode to machine intricate cavities in conductive materials.
What is the difference between wire EDM and sinker EDM?
Wire EDM cuts precise profiles through a material, while sinker EDM shapes internal cavities using a formed electrode.
What are the two most commonly used tool materials for sinker EDM?
The two most commonly used tool materials for sinker EDM are graphite and copper.