Electrical discharge machining (EDM) is a metal removal method that is highly accurate and able to machine in ways the conventional machining processes are unable to. As we have mentioned, you can also call it the spark EDM machining process. Yet another name for EDM machining is the arc machining process.
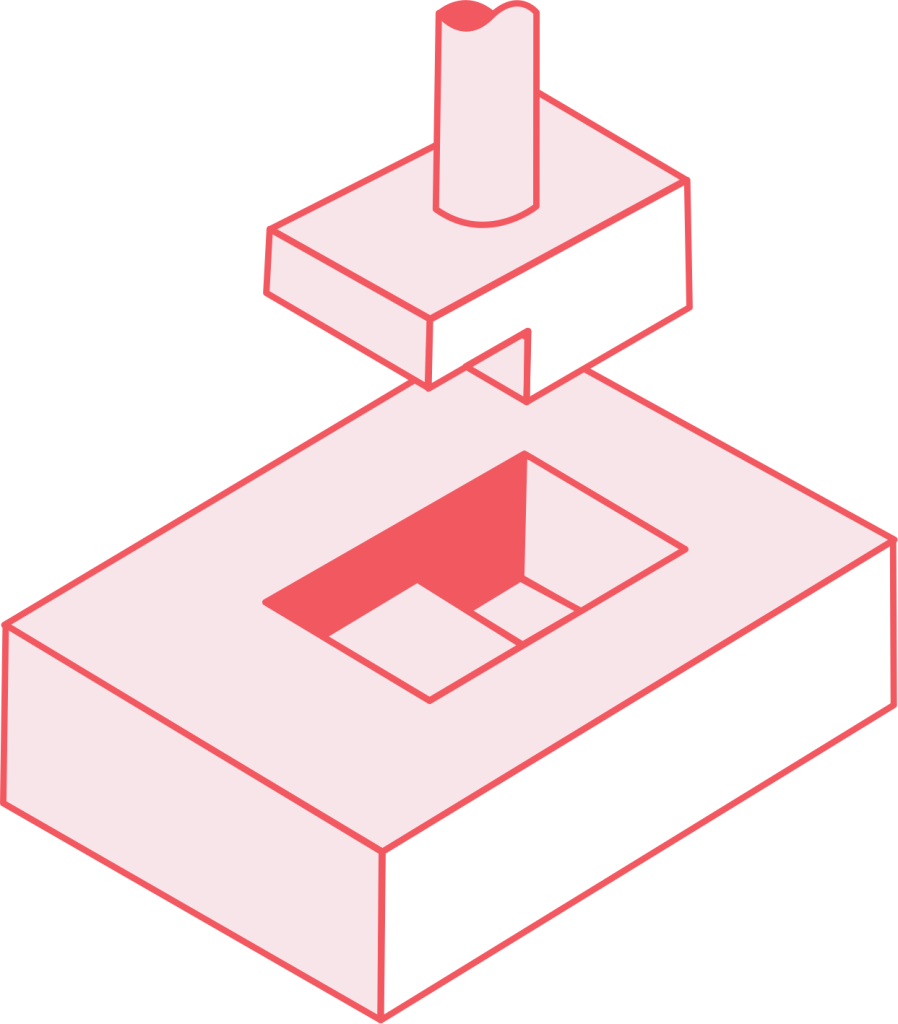
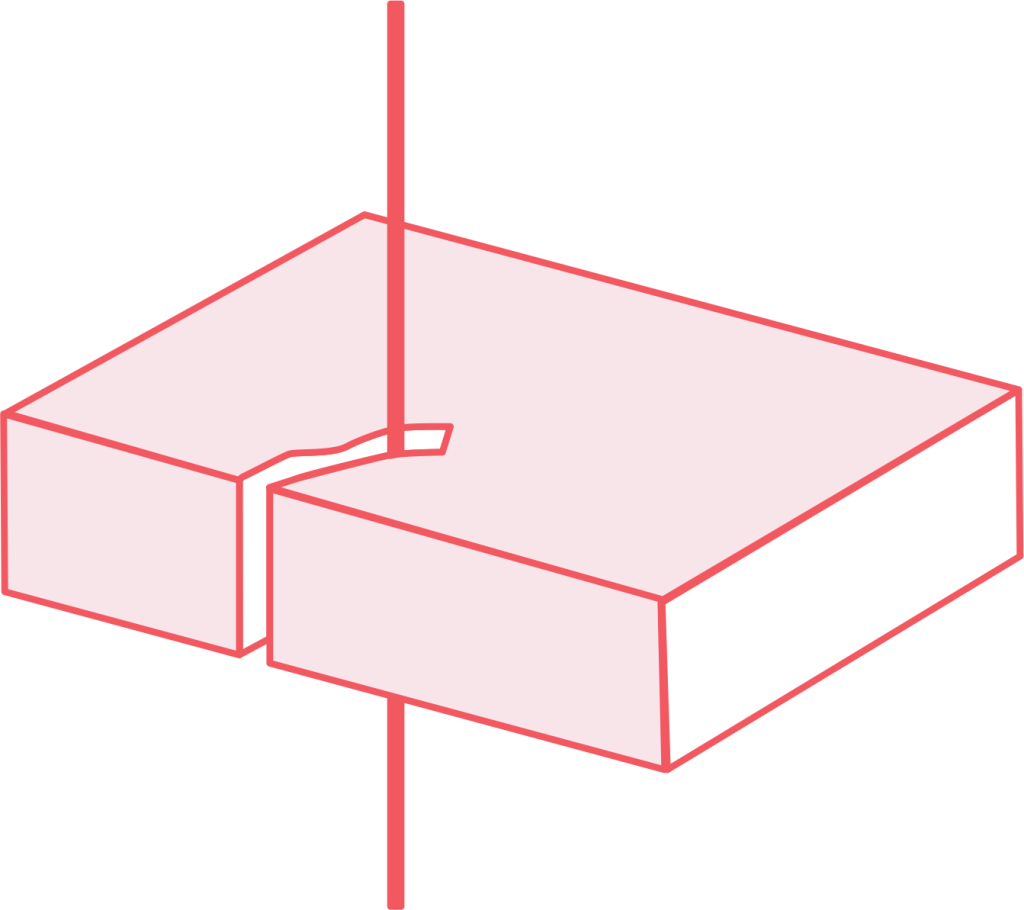
The concept of the spark machining process is simple. An electrode produces a spark and directs it to a workpiece. There is a dielectric fluid between the electrode and the workpiece. This setup generates a spark that creates an erosion process. Therefore, thermal energy causes the machining process on the workpiece.
EDM technology relies on the conduction of electricity. That’s why electric discharge machining only works with conductive materials. As long as the material is a good conductor of electricity, the EDM process will deliver an accurate cut.
Note that the hardness of the material is not a big issue for EDM processes. This means that hard materials including Tungsten carbide are candidates for EDM processes.
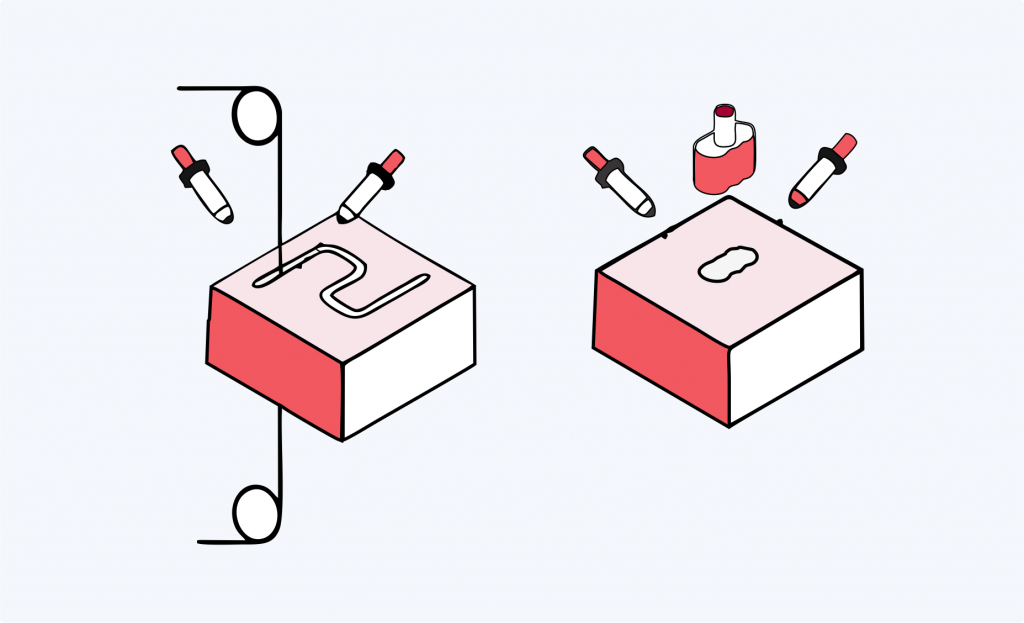
Apart from the hardness of the material, the need for complex shapes is another reason engineers may opt for EDM machines. For instance, where milling and other conventional machining processes cannot produce deep holes, cavity-type EDM comes in handy.