A screw boss looks like a small detail. It is not. When one fails in injection molding, it cracks a housing, strips a thread, or pulls a part apart. Here is what to check before the tool is cut.
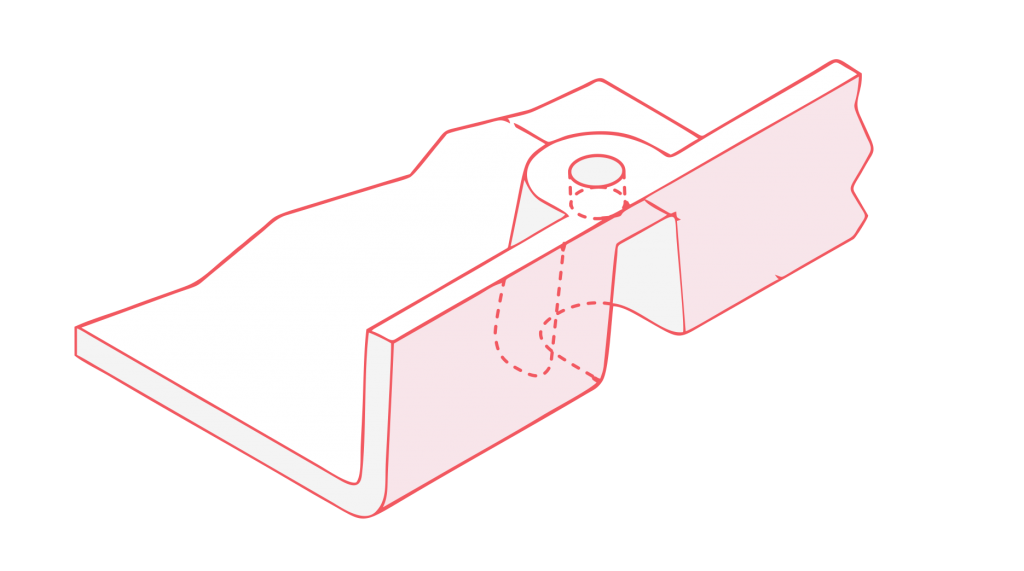
What Is a Screw Boss
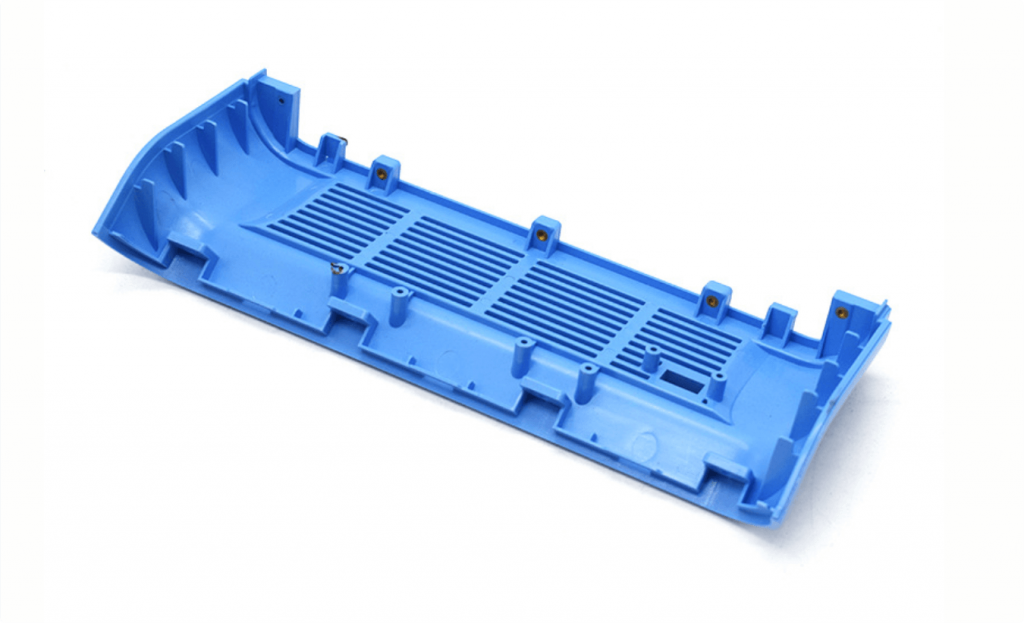
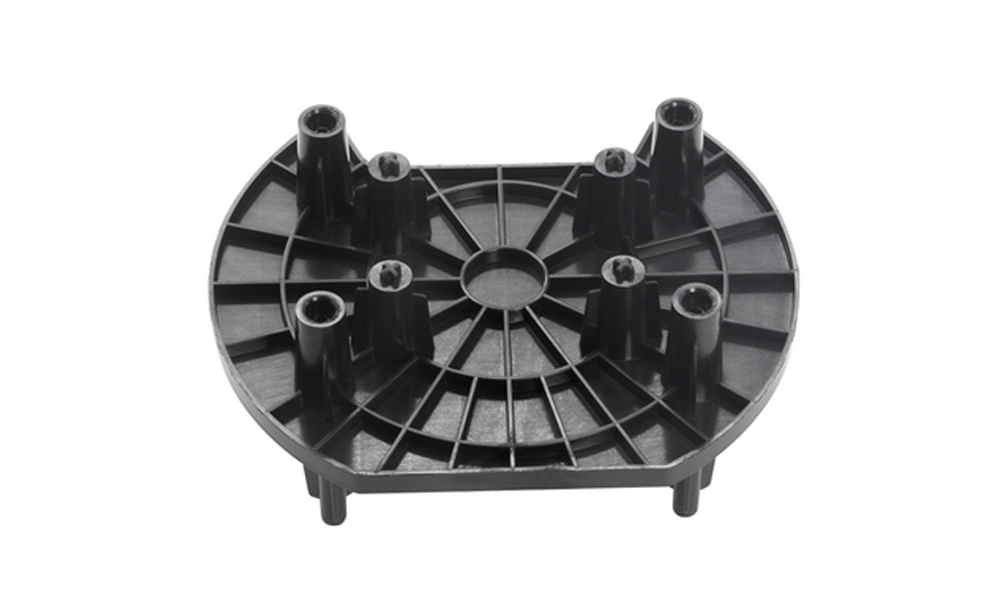
A screw boss is a cylindrical projection on an injection-molded plastic part, usually with a hole down the center. The hole accepts a screw, a bolt, or a threaded insert. The boss gives the fastener something to grip and holds two parts together.
Bosses sit on or near a part wall. They join parts, locate one part against another, and add strength at a mounting point. They also concentrate stress, so the wrong geometry cracks, sinks, or warps the part during molding or under load.
Basic Design Guidelines
A few numbers decide whether a boss molds clean and holds a screw. These are the ones to work to.
Wall thickness.
Keep the boss wall near 60 percent of the nominal wall and core out the center. Thick sections cool slowly, which causes two defects at once: sink marks, where the surface dimples as the material pulls in, and voids, where the outer skin solidifies before the core finishes shrinking. Coring removes the mass that drives both. In a hidden area the wall can run thicker and the sink can be accepted.
Outer diameter.
Size the boss outer diameter at about 2 to 2.5 times the hole diameter. Smaller is too weak; larger wastes material and cost.
Height.
Hold boss height under 3 times the outer diameter. A taller boss builds a thick base, cools slowly, and warps.
Draft.
Draft the outer wall at least 0.5 degrees and the inner hole at least 0.25 degrees so the part releases without dragging.
Base radius.
Add a fillet at the base, 0.25 to 0.5 times the nominal wall, to spread stress. Too large a radius creates a thick section, so stay in range.
Spacing.
Keep bosses at least 2 times the nominal wall apart. Packed too close, they create thin steel in the tool that cools poorly.
Hole and lead-in.
Leave the hole unthreaded for a self-tapping screw, sized to the screw maker’s pilot recommendation, often around 75 to 85 percent of the screw diameter. A chamfer at the top guides the screw in and reduces splitting.
Common Problems in Injection Molding
Most boss failures come from the same short list. Each one ties back to geometry, material, or how the mold cools.
Cracking.
A self-tapping screw forces plastic outward and splits a weak boss. Material drives this as much as geometry. Brittle resins such as unfilled polycarbonate or polystyrene split under thread stress, while ABS, polycarbonate blends, and nylon accept screws well. Add a base fillet and reinforce with ribs or gussets to spread the load, and blend brittle resins (PC with ABS) when toughness matters at the thread.
Warpage.
Uneven cooling pulls a boss out of shape. Tall bosses, bosses thicker than the surrounding wall, and bosses packed too close together all cool unevenly. Hold to the height, wall thickness, and spacing limits above, and pick a resin with low, uniform shrinkage.
Ejection trouble.
A straight-walled boss grips the mold and drags or tears on the way out. Draft on the outer wall releases it cleanly.
Stripped or pulled-out threads.
When the joint is weak or comes apart repeatedly, enlarge the boss within the sink limit, add ribs or gussets, or install a brass threaded insert (pressed or heat-set). A metal insert gives a reliable thread that a soft resin cannot.
Other Considerations
Steel-safe tooling
Removing metal from a mold is cheap; adding it back is expensive. Start the boss slightly small and open it up after the first samples confirm what the fastener actually needs. That leaves room to tune without rebuilding the tool.
Prototype and test
For automotive and medical parts, test the boss before committing to steel. Thread strength and screw retention are easy to predict on paper and easy to get wrong in practice. A short test run settles it.
How to Solve These Problems
Aria handles screw boss design and manufacturing end to end, so the failure modes above get caught before they reach production.
DFM review on every quote.
Engineers check boss wall thickness, height, draft, base radius, and spacing against the guidelines, and flag any geometry likely to sink, crack, or trap a void.
Material selection support.
Aria recommends resins based on the load, the screw type, and the assembly cycle, with options like ABS, PC/ABS, nylon, and reinforced grades on hand.
Rapid prototyping before tooling.
With CNC machining and 3D printing in-house, parts can be built and screwed together to validate thread retention and fit before steel is cut.
Steel-safe mold design.
Molds are built with extra material around bosses, so the geometry can be opened up after first samples without recutting the tool.
Threaded insert installation.
Heat-set and ultrasonic insertion are available as a finishing step, with the boss hole sized for the specific insert from the start.
Process-tuned injection molding.
Gate placement, hold pressure, and cooling layout are set to keep bosses dimensionally stable and free of sink and warp at production volume.
◆ Ready to move forward?
Get a free DFM review on your part
Send your CAD files and Aria will flag screw boss risks before tooling, then quote injection molding, threaded inserts, and finishing in one package.
Coco is a mechanical engineer and content editor at Aria. She partners with process engineers and shop-floor teams across CNC machining, injection molding, sheet metal fabrication, and surface finishing — turning real production know-how into practical, honest guides for the people designing, specifying, and buying parts.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.