The manufacturing industry today requires production methods that are efficient and cost-effective to meet the growing demands of consumers.
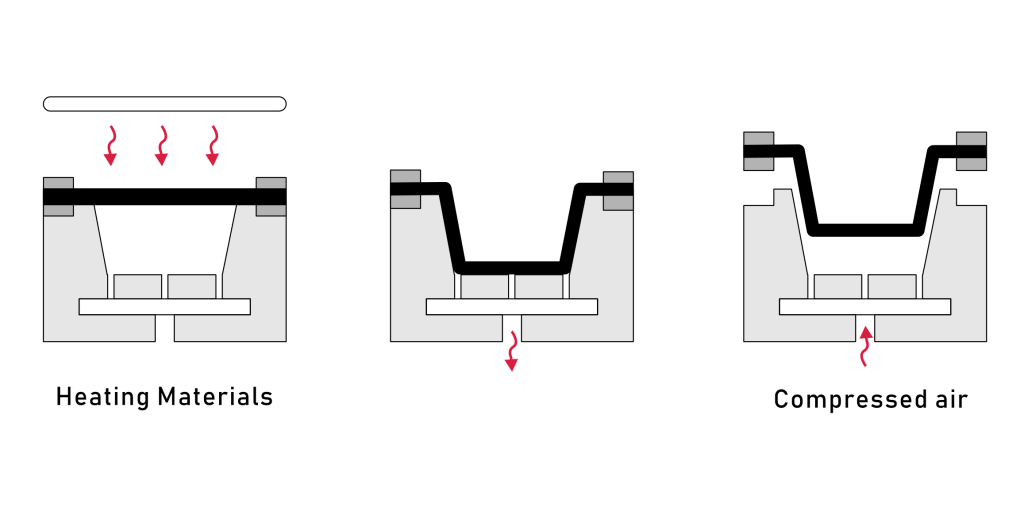
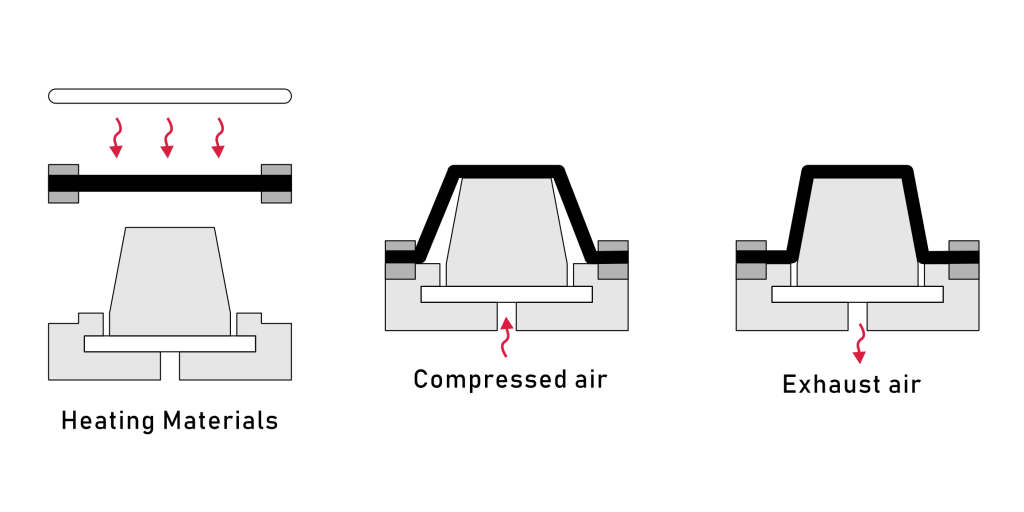
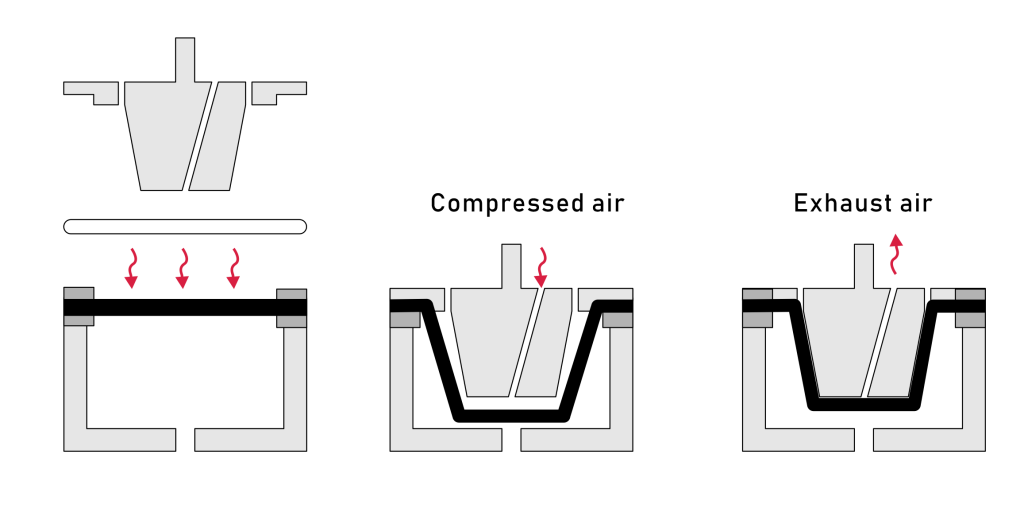
In this context, various manufacturing techniques are widely applied, and one such technique, namely Vacuum Forming, has broad applications in the manufacturing industry. Whether it is the production of plastic parts, automotive components, medical devices, or electronic products, vacuum forming is a fast, flexible, and economical method.
In this article, we will explore the basic principles, scope of application, and advantages of vacuum forming technology to better understand this widely used manufacturing technique.