Most engineers know that CNC turning is the go-to process for round parts. But when you ask them exactly why, or how it differs from milling at a technical level, the answers get vague pretty quickly.
In this guide, I’ll walk you through exactly how CNC turning works, what operations it performs, what materials it handles, and where it gets used.
What is CNC Turning?
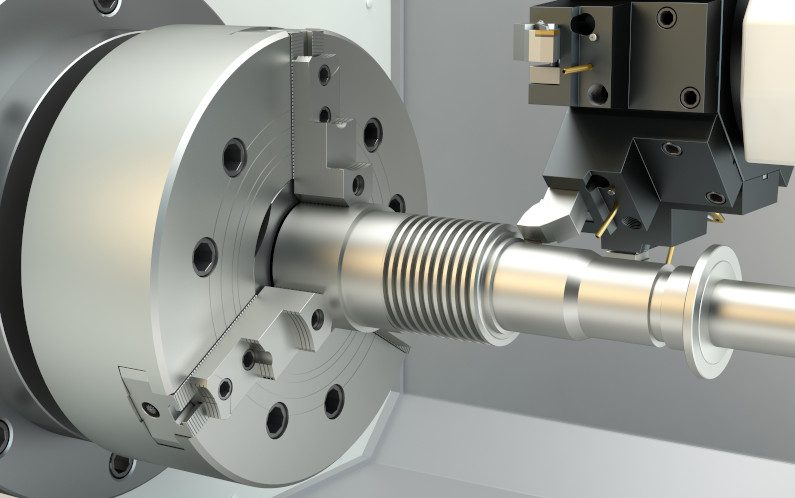
CNC turning is a machining process in which the workpiece rotates on a spindle while a stationary cutting tool removes material from its surface. The cutting tool moves along two primary axes, controlling the diameter and length of the finished part. This process is performed on a machine called a CNC lathe or turning center.
CNC turning produces cylindrical, conical, and threaded geometries. Common parts include shafts, pins, bushings, bolts, and bearing journals. It is the most efficient process for any component with rotational symmetry.
Unlike CNC milling, where the cutting tool rotates and the workpiece stays fixed, CNC turning reverses this relationship. The workpiece spins, the tool moves linearly.
How Does CNC Turning Work?
The process is straightforward once you see it in action.
The workpiece gets loaded into the chuck and locked in place. The spindle spins it at high speed. A single-point cutting tool moves along the surface, shaving off material with each pass. The machine keeps cutting until the part matches the dimensions in the program.
That’s the core principle. Here’s how it breaks down step by step.
Step 1: CAD Design
Everything starts with a 3D CAD model. Every diameter, length, thread, and groove gets defined here. At Aria, we also review the design at this stage for manufacturability. A poorly designed drawing shows up immediately when you try to cut it.
Step 2: CAM Programming and G-code
The CAD file goes into CAM software, which generates the toolpaths and outputs a G-code file. The G-code tells the machine exactly how fast to spin the workpiece, how fast to feed the tool, and how deep each cut goes. Spindle speed and feed rate are the two variables that matter most here. Get them wrong and you either destroy the surface finish or wreck the tool.
Step 3: Machine Setup
The operator loads the raw material into the chuck, selects the cutting tools, and sets the work origin. This step looks simple but it matters. A part that is not held securely will vibrate during cutting, and that vibration shows up directly in the surface finish and dimensional accuracy.
Step 4: Machining
The machine runs the program. Roughing passes remove the bulk of the material quickly. Finishing passes bring the part to final dimensions with tight tolerances and a clean surface. The operator monitors the process but does not need to intervene unless something goes wrong.
Step 5: Inspection
Once machining is done, the part gets measured. Diameters, lengths, thread pitch, concentricity. On critical parts, every dimension on the drawing gets checked before the part leaves the machine.
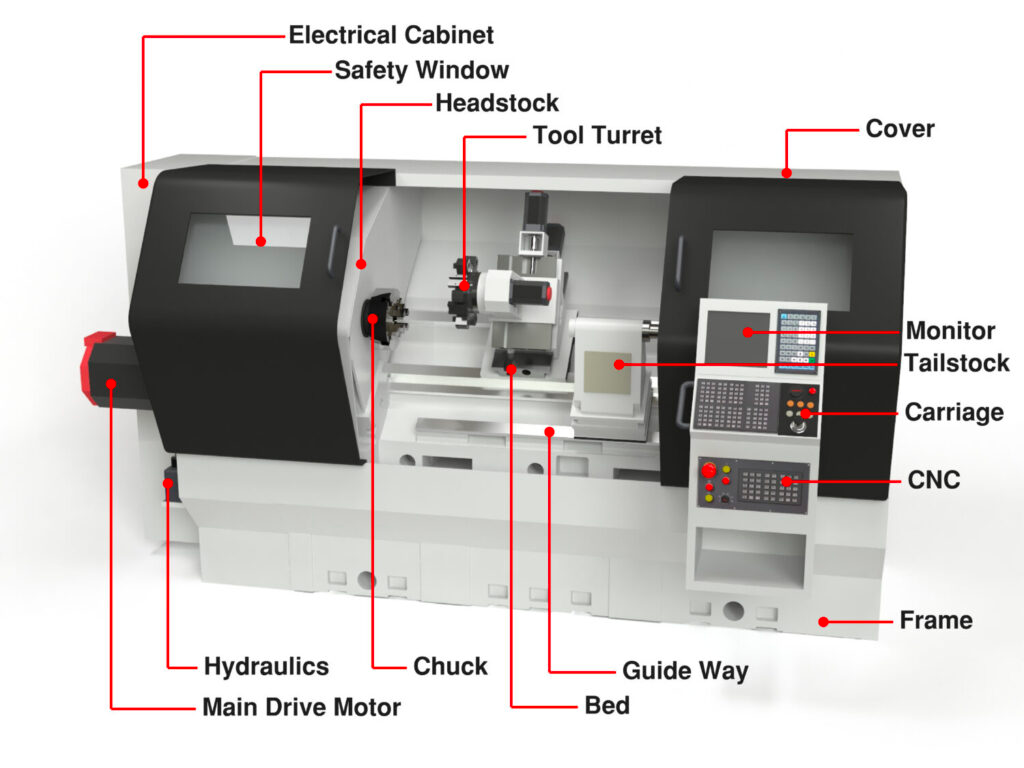
Key Components of a CNC Lathe
A CNC lathe looks complex from the outside. But once you understand what each part does, the whole machine makes sense.
Here are the six components that matter most.
Spindle and Chuck
The spindle rotates the workpiece. The chuck grips it. A 3-jaw chuck handles round parts. A 4-jaw chuck handles irregular shapes. If the chuck does not hold the part perfectly centered, every diameter you cut will be off.
Headstock
Houses the spindle motor and controls rotational speed. Spindle speed is one of the two most critical cutting parameters in turning, along with feed rate.
Tailstock
Supports the far end of long workpieces to prevent deflection during cutting. Without it, a long shaft bends slightly under cutting pressure and comes out tapered.
Tool Turret
Holds multiple cutting tools and indexes automatically between them. A typical job uses a roughing insert, finishing insert, threading tool, and grooving tool. Turret repeatability directly affects whether you can hold tight tolerances across multiple operations.
Machine Bed
The structural foundation of the lathe. Cast iron or polymer concrete construction provides the mass and rigidity needed to minimize vibration during cutting.
CNC Controller
Reads the G-code and converts each line into machine movement. Modern controllers also monitor spindle load and flag problems before they affect part quality.
Types of CNC Turning Operations
Most CNC turned parts require more than one operation. Here are the six you will encounter most often.
Straight Turning
The most basic operation. The cutting tool moves parallel to the workpiece axis, reducing the outer diameter to the specified size. This is how most cylindrical features get their final diameter.
Facing
The tool cuts across the end of the workpiece, producing a flat surface perpendicular to the rotation axis. Almost every turned part starts with a facing pass to establish a clean reference surface.
Threading
The tool follows a helical path along the workpiece surface, cutting a thread profile. CNC lathes synchronize spindle rotation and tool feed precisely to produce consistent threads across every part in a batch. Both external and internal threads are possible.
Grooving
A narrow cutting tool moves radially into the workpiece surface to cut a channel of a specified width and depth. O-ring grooves, retaining ring grooves, and relief grooves are typical applications.
Boring
Boring enlarges and refines an existing hole using a single-point cutting tool. It produces better diameter accuracy and roundness than drilling alone. On tight-tolerance bore applications, boring is the operation that gets the hole to final size.
Parting-off
The cutting tool moves radially inward until it cuts through the workpiece completely, separating the finished part from the bar stock. In high-volume bar-fed production, parting is the last operation on every cycle.
Chamfering
The cutting tool moves at an angle across the edge of the workpiece, removing a small amount of material to produce a beveled surface.
A chamfer on a shaft end makes assembly easier and prevents the sharp edge from damaging mating components during installation. Most CNC lathes cut chamfers in a single pass as part of the finishing sequence, adding no meaningful time to the cycle.
Taper Turning
Taper turning appears on parts like spindle noses, collets, tool shanks, and valve seats, where a precise angle is needed for a tight mechanical fit or self-locking assembly. The taper angle is programmed directly into the G-code, and the machine holds it consistently across every part in the run.
Materials for CNC Turning
CNC turning works with the same broad range of metals and engineering plastics as milling. The difference is that turning excels on materials where diameter accuracy and surface finish on round features are critical.
At Aria Manufacturing, these are the materials we turn most regularly.
Metals
Aluminum: 6061, 7075, 2024
Carbon Steel: 1018, 1045
Alloy Steel: 4140, 4340
Stainless Steel: 303, 304, 316, 17-4 PH
Titanium: Grade 2, Ti-6Al-4V
Inconel: 625, 718
Brass: C360, C260
Copper: C101, C110
Plastics
PEEK
Delrin (POM / Acetal)
PTFE (Teflon)
Polycarbonate (PC)
Nylon (PA6, PA66)
ABS
CNC Turning Applications
CNC turning shows up wherever round parts are involved. That covers more industries than most people realize.
Aerospace
Aerospace turned parts are typically titanium or Inconel, machined to tight diameter tolerances with full material traceability. The round geometry of most aerospace fluid system components makes CNC turning the natural choice.
Automotive
Camshafts, crankshafts, drive axles, valve stems, and brake pistons. The automotive industry runs CNC turning at high volume. Consistency across thousands of identical parts is the primary requirement, and a well-programmed turning center delivers it.
Medical
Medical turned parts are often small, require tight tolerances, and must be made from biocompatible materials like titanium or 316L stainless steel. Swiss-type lathes handle most of the miniature medical turning work.
Oil and Gas
Valve bodies, pump shafts, pipe fittings, and connectors. These parts operate under high pressure and often in corrosive environments. Stainless steel and Inconel are common material choices. Dimensional accuracy on sealing surfaces is critical.
Electronics
Connector pins, terminal posts, and housing components. Many electronic components are small, high-volume turned parts produced on Swiss lathes from brass or copper. Tight diameter tolerances and good surface finish are standard requirements.
Advantages and Disadvantages of CNC Turning
Like any machining process, CNC turning has clear strengths and real limitations. Knowing both helps you decide when it is the right tool for the job.
Advantages
Superior Diameter Accuracy
For round parts, CNC turning achieves diameter tolerances and concentricity that milling simply cannot match. A precision bearing journal or sealing surface needs turning. There is no alternative that gets you to the same result at the same cost.
High Production Speed
Bar-fed CNC lathes run continuously. Load a bar, run the program, and parts come off the machine one after another without stopping. For high-volume cylindrical components, turning is one of the fastest production processes available.
Excellent Surface Finish
CNC turning consistently produces surface finishes of Ra 0.8µm or better as machined. On bearing surfaces and sealing diameters, this is often good enough without secondary grinding.
Consistency Across Long Runs
Once the program is validated, every part comes out the same. In our experience at Aria, turning is one of the most repeatable processes we run. The variation between part one and part one thousand is negligible.
Disadvantages
Limited to Rotational Geometry
CNC turning produces cylindrical, conical, and threaded features. If your part has flat surfaces, pockets, or complex 3D geometry, turning alone cannot produce it. Most complex parts need both turning and milling.
Workpiece Size Limitations
The maximum workpiece diameter and length are constrained by the machine’s chuck and bed. Very large parts may not fit on a standard CNC lathe and require a vertical turning lathe or a different process entirely.
Material Waste
Like all subtractive processes, turning generates chips. On expensive materials like titanium, the chips represent real cost. Optimized toolpaths and near-net-start blanks help, but some waste is unavoidable.
Conclusion
CNC turning is not complicated once you understand the core principle. The part spins. The tool stays still. Everything else, the operations, the tolerances, the materials, follows from that.
For round parts, there is no better process. The diameter accuracy, surface finish, and production speed that CNC turning delivers on cylindrical components is difficult to match with any other machining method.
If you are working on a project that involves turned components and want to discuss tolerances, materials, or process requirements, feel free to reach out to us at Aria Manufacturing.
Gavin Leo is a content editor at Aria Manufacturing with hands-on experience in CNC machining, Injection molding, materials selection, and part design. Outside of work, he enjoys hiking and collecting mechanical watches.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.