High-quality HIPS (High Impact Polystyrene) Injection Molding solutions tailored to meet the diverse needs of industries worldwide.
Upload 3D CAD File to Start A New Injection Molding Quote
step | stp | stl | igs | iges | obj
All uploads are secure and confidential.
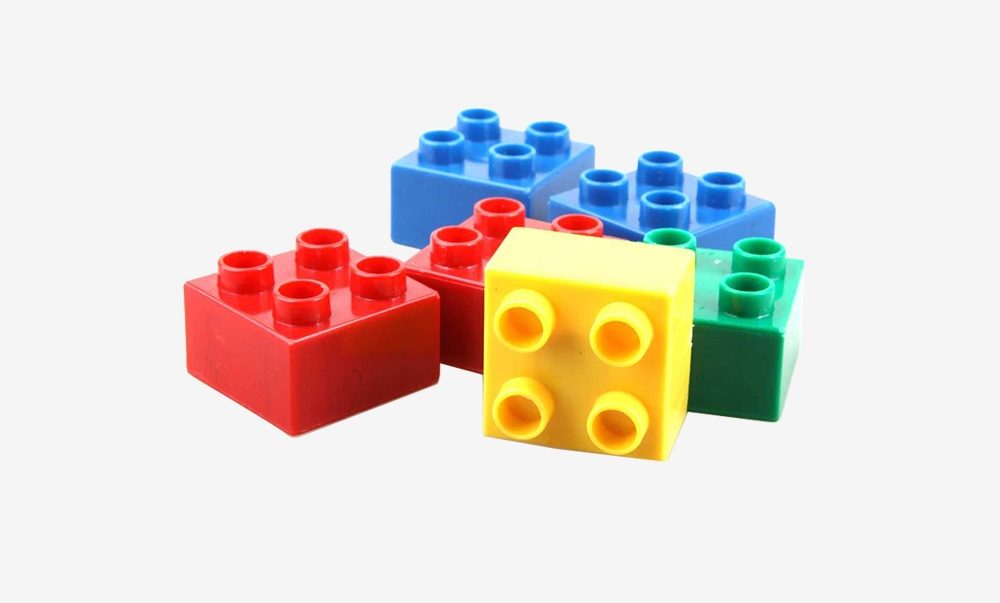
What is HIPS Plastic?
HIPS is a versatile thermoplastic material known for its excellent impact resistance, ease of processing, and cost-effectiveness, making it a popular choice for a wide range of applications.
Uniformity: Maintain consistent wall thickness to avoid warping, sink marks, or uneven cooling.
Ribs and Bosses: Use ribs to strengthen thin walls and bosses for screw inserts, but keep their thickness 50–60% of the adjacent wall to prevent sink marks.
Draft Angles
Recommended: 1–2° per side.
Purpose: Draft angles facilitate easy ejection from the mold and reduce the risk of surface defects.
Radii and Corners
Edge Radii: Use radii of at least 0.5–1.0 mm (0.02–0.04 inches) to reduce stress concentrations and improve flow.
Sharp Corners: Avoid sharp corners, as they can lead to stress cracking and poor material flow.
Gate Design
Gate Location: Place gates at the thickest section of the part to ensure proper filling and minimize weld lines.
Gate Type: Use edge, fan, or tab gates for HIPS, depending on the part geometry and size.
Shrinkage
Shrinkage Rate: HIPS typically shrinks 0.4–0.7%.
Compensation: Account for shrinkage in the mold design to ensure dimensional accuracy.
Draft Angle
For ABS parts, 1 – 2° draft angle for ≤ 50mm depth, 2 – 3° for deeper ones. Apply to all vertical surfaces parallel to mold opening.